
品牌
生产厂家厂商性质
国外所在地
5轴数控卧式加工中心
依靠5轴加工提高大型复杂形状零部件的生产率
优异的机械结构
支持重切削的床身、立柱
动作顺畅、强大的高精度轴驱动
控制热位移实现高精度加工
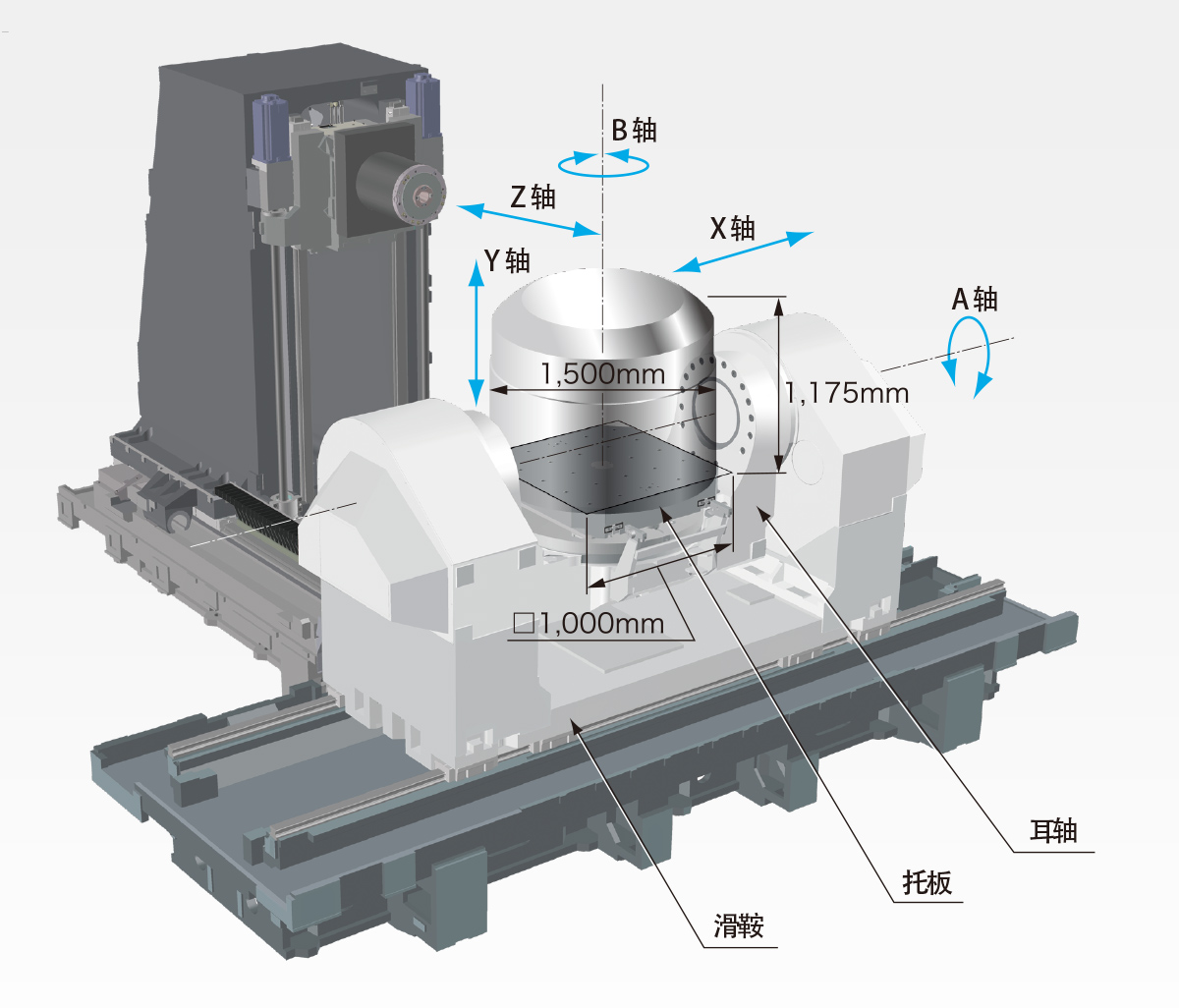
5轴数控卧式加工中心
支撑大型零部件高速、高精度加工的耳轴工作台
旋转范围
大加工件
托盘尺寸
轴行程
优秀的加工能力实现高效率加工
高扭矩主轴使难切削材料也实现了高效加工
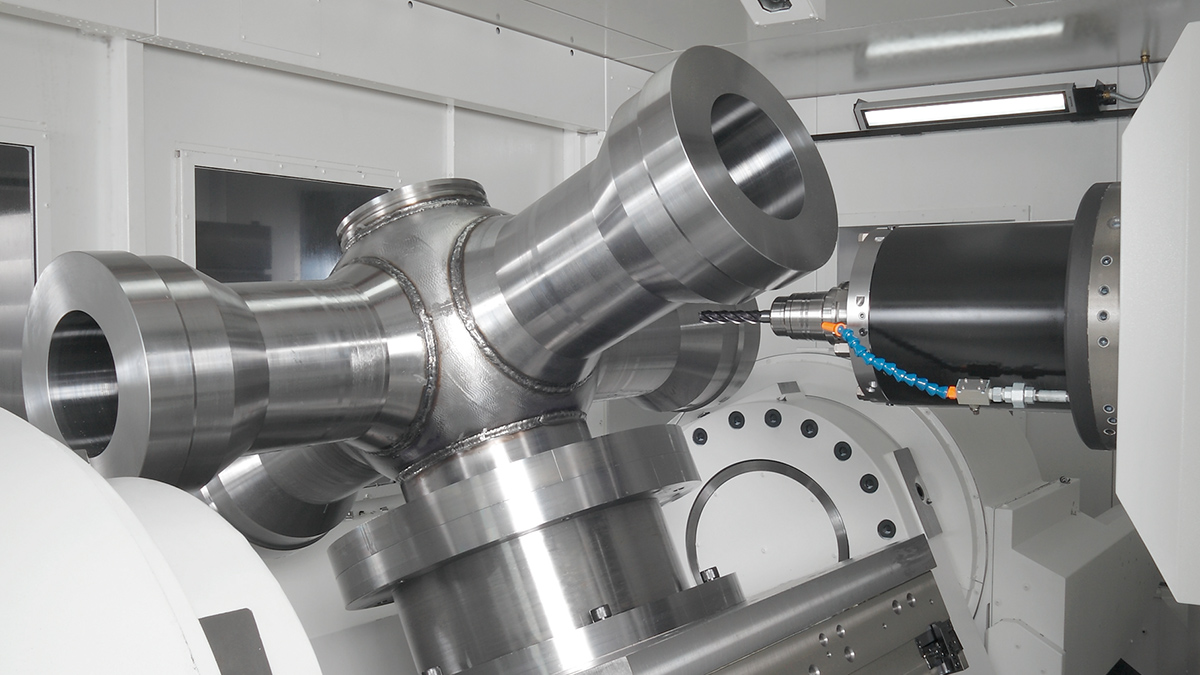
加工能力
齿轮主轴 4,500min-1 / 40/30kW(15分/连续)[特殊规格]
| 切削刀具 | 切削量 cm3/min | 主轴转速 min-1 | 切削速度 m/min | 切削宽度×切削深度 mm | 进给速度 mm/min |
|---|---|---|---|---|---|
| ø250 正面铣刀 10刃(金属陶瓷) | 1,000 | 293 | 230 | 175×6 | 953 |
| ø63 立铣侧面加工 4刃(硬质合金) | 602 | 1,415 | 280 | 10×35 | 1,720 |
| ø50 立铣槽加工 3刃(硬质合金) | 700 | 1,780 | 280 | 50×10 | 1,400 |
(被切削材料 S45C)
※登载的数据为实绩值,由于规格、刀具、加工条件等的不同,所得数据可能与登载的数据不同。
机床规格
| 项目 | 单位 | MU-10000H | |
|---|---|---|---|
| 行程 | X轴行程(工作台左右) | mm | 1,550 |
| Y轴行程(主轴头上下) | mm | 1,600 | |
| Z轴行程(立柱前后) | mm | 1,650 | |
| A轴(耳轴旋转) | 度 | +35~-115 | |
| B轴(托盘旋转) | 度 | ±360 | |
| 从托盘表面(中心线) 到主轴中心线的距离 | mm | 丝锥规格:A轴=0°:-475~+1,125 [T槽规格:A轴=0°:-505~+1,095] A轴=-90°:-610~+990 | |
| 从托盘中心线(表面) 主轴端面的距离 | mm | A轴=0°:40~1,690 丝锥规格:A轴=-90°:175~1,825[T槽规格:A轴=-90°:145~1,795] | |
| 托盘 | 托盘尺寸 | mm | □1,000 |
| 大承载重量 | kg | 丝锥规格:2,500 [T槽规格:2,300] | |
| 大工件尺寸 | mm | 丝锥规格:ø1,500×h1,175 [T槽规格:ø1,500×h1,145] | |
| 主轴 | 主轴转速 | min-1 | 50~6,000[10~4,500〈齿轮主轴〉、50~12,000〈内置主轴〉] |
| 锥孔 | 7/24 锥孔 No.50 | ||
| 轴承内径(前轴承部分) | mm | ø100[ø110(齿轮主轴)] | |
| 进给速度 | 快速进给速度 | m/min | X?Y?Z:42 |
| 度/min | A:4,320、B:7,200 | ||
| 切削进给速度 | mm/min | X?Y?Z:1~42,000 | |
| 度/min | A:4,320、B:7,200 | ||
| 电机 | 主轴电机 | kW | 45/37(20分/连续) [40/37/30(15分/30分/连续)〈齿轮主轴〉、37/26(10分/连续)〈内置主轴〉] |
| 进给轴电机 | kW | X?Z:5.2×2、Y:5.1×2、A:5.1×2、B:3.5×2 | |
| ATC | 刀库容量 | 把 | [81、129、177] |
| 刀柄型式 | MAS BT50[CAT No.50、DIN No.50、HSK-A100、HSK-A125※] ※6,000min-1、12,000min-1不可选用HSK-A125 | ||
| 拉钉形状 | MAS 2型[MAS1、CAT、特殊CAT、DIN、JIS] | ||
| 刀具大直径(有邻接刀具时) | mm | ø130 | |
| 刀具大直径(无邻接刀具时) | mm | ø315 | |
| 刀具大长度 | mm | 600 | |
| 刀具大重量 | kg | 30 | |
| 刀具大重量力矩 | N?m | 37 | |
| 刀具选择方式 | 固有地址方式 | ||
| APC | 托盘数 | 面 | 2[6] |
| 托盘交换方式 | 双面并置型 | ||
| 机床尺寸 | 高度 | mm | 3,694 |
| 占地面积 宽×长 | mm | 6,880×10,930(81把刀刀库)、×11,632(129把刀刀库)、×12,555(177把刀刀库) | |
| 重量 | kg | 62,100(81把刀刀库)、62,700(129把刀刀库)、63,000(177把刀刀库) |
[ ]: 特殊规格








