2022/3/16 5:00:04
廊坊高尔保温材料有限公司作者
电热熔套补口价格
除锈完毕后应将焊口及焊口两侧涂层上的粉尘清除干净。喷砂时应注意安全防护,不得损伤补口区以外防腐层。除锈完毕后,应清除灰尘。管口表面处理与补口间隔时间不宜超过2h。如果有浮锈,应重新除锈。
热熔套的表面处理起动空压机,调好风压,打开进砂阀门即可进行喷砂作业。空气压缩机出口处应有油水过滤器,且压缩机排量不小于6m3/min。
喷砂应连续进行,喷枪与管道表面应保持垂直,以匀速沿管道轴线往复移动,从管顶到管底逐步进行。喷砂除锈时,应将环向焊缝两侧防腐层与补口材料搭接范围内的防腐涂层表面一并打毛处理。
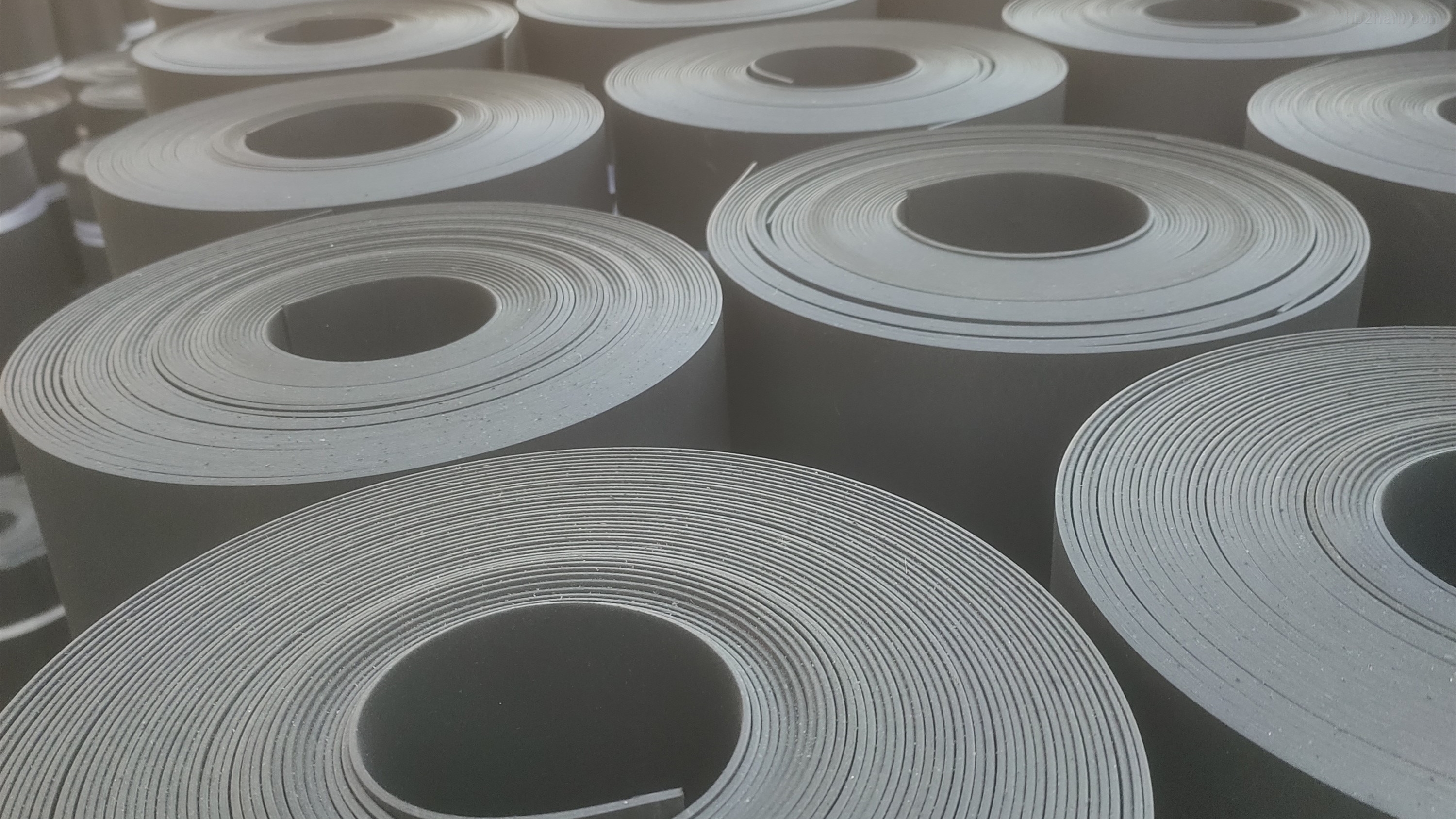
常见产品规格(可根据客户要求订做,规格不限,外套管直径:DN200-1880mm)电热熔套是近年来防腐,保温行业新兴的一种新型连接管件,其抗老化性,连接强度,环刚度,等明显优于热收缩带,并且电热熔套可以先焊接夹克管,然后再聚氨脂发泡,其施工速度也明显快于热收缩带,所以电热熔套被广泛用于热力管道,石油管线
电热熔套补口价格
产品详情
(1)现在电热熔套设备通常用的是电加热,分为电阻加热和感应加热,加热片装于机身、机脖、机头各部分。加热装置由外部加热筒内的塑料,使之升温,以达到工艺操作所需要的温度。
(2)冷却装置是为了保证原料处于工艺要求的温度范围而设置的。具体说是为了排除螺杆旋转的剪切摩擦产生的多余热量,以避免温度过高使塑料分解、焦烧或定型困难。机筒冷却分为水冷与风冷两种,一般中小型电热熔套设备采用风冷比较合适,大型则多采用水冷或两种形式结合冷却;螺杆冷却主要采用中心水冷,目的是增加物料固体输送率,稳定出胶量,同时提高产品质量;但在料斗处的冷却,一是为了加强对固体物料的输送作用,防止因升温使原料粒发粘堵塞料口,二是保证传动部分正常工作。






廊坊高尔保温材料有限公司全部产品 0个
进入商铺
 点此观看回放
点此观看回放