采购指南2022/6/30 13:10:01
贝特环保简述生活垃圾焚烧厂渗滤液处理工艺介绍说明
来源:环保在线2022/6/30 12:30:021155
导读:
生化法是处理生活垃圾焚烧厂渗滤液的Z经济、有效的方法。工程中一般采用UASB(或UBF)+SBR(或CASS、A/O)+膜处理工艺进行处理 〔3, 4, 5〕。
生活垃圾焚烧厂渗滤液主要指堆放在贮坑内的垃圾在受到挤压后排出的自身内含水及其酸性发酵产生的废水〔1〕。有机组成复杂,浓度较高,用于焚烧的垃圾在储坑内堆置3~7 d所产生的新鲜渗滤液,没有经过长时间的厌氧发酵过程,其中仍含有大量的多环芳烃、酚类和苯胺类化合物等难降解有机物,COD可达30~80 g/L;氮含量高,渗滤液中TN一般在2 g/L以上,而其中NH4+-N一般在1 g/L以上;可生化性较好,B/C一般在0.4以上,VFA质量浓度一般在5 g/L以上〔2〕。
生化法是处理生活垃圾焚烧厂渗滤液的、有效的方法。工程中一般采用UASB(或UBF)+SBR(或CASS、A/O)+膜处理工艺进行处理 〔3, 4, 5〕。笔者公司研发部采用新型内循环厌氧(IC)—气升式环流反应器(ALR)的工艺处理刚投入运行的焚烧垃圾厂的渗滤液,以期为后期现场中试及实际工程的应用提供技术参考。
1 实验材料与方法
1.1 渗滤液水质及分析方法
渗滤液取自光大环保能源(常州)有限公司渗滤液处理站调节池内。其COD约24.8~35.1 g/L,NH4+-N 约0.82~1.12 g/L,pH为3.94~5.62,TP为12~32mg/L,VFA为5.23~7.42 g/L,BOD5为13.2~15.6 g/L。外观呈黄褐色,有很浓的酸性恶臭气味。
COD采用重铬酸钾法测定〔6〕,pH采用玻璃电极法测定〔6〕,NH4+-N和TP含量采用分光光度法测定〔6〕,挥发性有机酸(VFA)含量采用滴定法测定〔7〕。
1.2 试验装置及方法
IC反应器和ALR均由有机玻璃制作而成,具体结构如图 1、图 2所示。
IC反应器置于(35±2) ℃的恒温水浴箱中,总有效容积为6 L(不计三相分离器内气室的体积),内径90 mm,总高107 mm。IC反应器每天进水6 L。ALR有效容积为7.5 L。ALR内温度用恒温加热棒控制在(25±2) ℃。曝气量大小由置于液体表面下的PB-607型溶解氧仪探头控制,通过阀门调节空压机曝气量,使表层液面的DO保持在1.5~2.0 mg/L。采用间歇运行的蠕动泵(运行240 s,间歇1 560 s)将水样打入ALR的底部,上部溢流出水。ALR通过时间继电器控制为曝气100 min,间歇20 min。保证蠕动泵进水时,ALR处于曝气时间,避免在ALR间歇期进水,影响污泥的沉降。每周手动排泥1次,使反应器内的SV30维持在20%~30%。
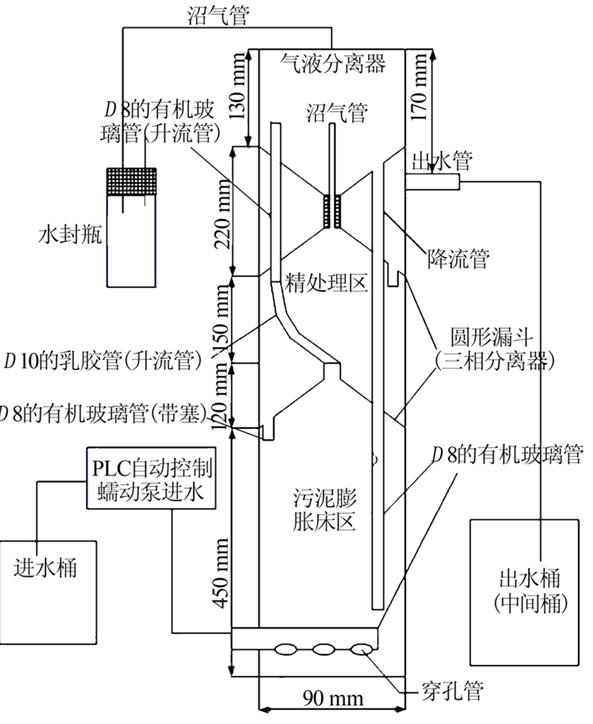
图 1 IC反应器试验装置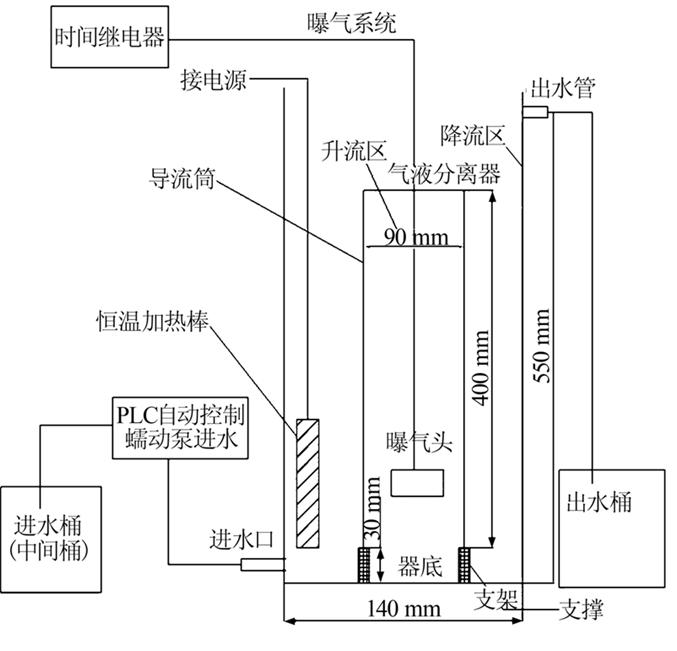
图 2 ALR试验装置
1.3 接种污泥
IC反应器接种污泥取自某柠檬酸厂IC反应器内的颗粒污泥,呈黑色。粒径0.8~1.5 mm,TSS 68.6g/L,含水率90%,接种量2 L。ALR接种污泥取自常州某污水厂曝气池内,MLSS约4 g/L,接种量2.5 L。
2 IC反应器的启动和运行
因为本实验用的颗粒污泥已放置一段时间,活性不高,且渗滤液中含有许多难降解物质,所以驯化期先用啤酒和自来水配制COD为1 000 mg/L的废水活化微生物,进水中添加NaHCO3来补充碱度。待出水稳定后再加入渗滤液驯化微生物,保持进水量为6 L/d,每3~5 d提高1次进水浓度。IC反应器的运行分三阶段进行,第1天—第23天为启动期;第24天—第79天为负荷提升期;第80天—第89天为稳定运行期。
2.1 启动期运行状况
2.1.1 对COD的去除效果
前7 d为啤酒驯化期,IC反应器对有机物的去除较差,前3 d的COD去除率均低于75%,且观察到出水桶中有许多细小的絮状污泥,表面漂浮少量颗粒污泥。其主要原因是处于休眠状态的厌氧菌活性较差,且培养基质(啤酒)与柠檬酸废水的水质存在一定的差异,而且种泥中吸附了很多柠檬酸废水中的有机物,二次启动处理其他废水时,微生物一时难以适应,部分有机物释放到废水中,增加了出水COD。第4天—第7天,尽管将进水COD提高至1 500 mg/L,但出水COD不升反降,第7天,COD去除率高达93.7%,说明此时厌氧微生物的活性初步恢复,有机物降解速率加快。第8天停止加入啤酒,开始进用生活污水稀释后的COD为1 500 mg/L的渗滤液,尽管进水基质由含营养丰富的啤酒变为难降解的渗滤液,但此时厌氧菌活性已初步恢复,可以降解较多的有机物,所以出水COD并未大幅度上升。此后逐步减少生活污水量,增加渗滤液量(下同),提高进水COD至3 152 mg/L,出水COD基本维持在300 mg/L以下,COD去除率在85%以上。IC反应器启动顺利完成。
2.1.2 pH及出水VFA浓度的变化
污泥驯化期,出水pH在5.22~6.95波动,且启动期,出水pH一般低于进水pH,可能是因为垃圾焚烧厂渗滤液均呈酸性,且其中有机酸质量浓度较高(>5 g/L),易被产酸菌降解而生成大量的VFA,降低反应体系的pH。驯化初期,由于产甲烷菌活性恢复较产酸菌慢,产酸菌优势生长,此时出水VFA浓度很高,基本在5.0 mmol/L以上。随着反应的进行,出水VFA逐渐下降并稳定在2 mmol/L以下。启动后期,出水VFA基本稳定在3.5~4.5 mmol/L,并未随进水COD的提高而明显升高,可能原因是启动期渗滤液的容积负荷很低,且负荷提升较慢,每次约提升0.5 kg/(m3·d),反应器中有足够的活性正逐步恢复的产甲烷菌来充分降解产酸菌产生及原水中的VFA,使出水中的VFA含量保持稳定。
2.2 负荷提升期和稳定期运行情况
2.2.1 对COD的去除效果
IC反应器负荷提升期和稳定期COD的去除情况见图 3。
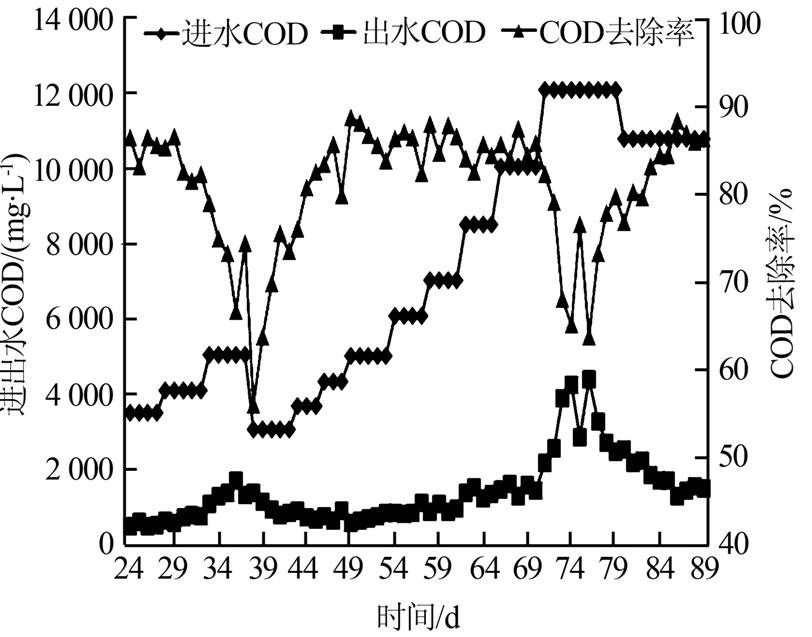
图 3 IC反应器负荷提升期和稳定期进出水COD及去除率变化曲线
负荷提升前8天(第24天—第32天),IC反应器的COD去除率稳定在85%以上。此后,当进水COD提高到5 328 mg/L,出水COD陡升到1 058 mg/L,zui高达到1 681 mg/L,COD去除率急剧下降到70%左右,与此同时,出水VFA达到9.2 mmol/L,出水pH也降至5.7,出水有明显的酸味。由此断定,IC内出现“轻微”酸化。原因有两个:(1)第33天将进水负荷由4.00 kg/(m3·d)提高至5.33 kg/(m3·d),负荷提升了33%,容积负荷提升过快。(2)焚烧渗滤液中高浓度的氨氮、盐离子等物质会对甲烷菌产生一定抑制,而且试验用渗滤液处于半水解酸化状态,VFA高达5~7 g/L,故负荷提升过快后,受抑制的甲烷菌无法及时降解原水中和产酸菌产生的有机酸,导致出水COD及VFA急剧升高。厌氧反应器酸化后,可以采用投加新鲜颗粒污泥、降低进水COD、清水冲洗等方法进行酸化后的恢复〔7〕。由于本实验酸化期仅为5d,且负荷不高,COD去除率仍达70%,所以对IC反应器仅采取降负荷的方式重启反应器(同时加碱将进水pH调至7.5~8.0)。由图 3可知,尽管大幅度降低负荷至3 kg/(m3·d)并稳定3 d,但出水COD仍高达900 mg/L以上。其后再次缓慢提高进水COD至5 220 mg/L时,出水COD逐步稳定在566~816 mg/L,COD去除率也恢复到86%左右,达到了酸化前的水平。当负荷提高到12 kg/(m3·d),出水COD又一次出现了跃升。第72天—第76天,出水COD从2 148 mg/L陡升至4 231 mg/L,COD去除率急剧下滑到65%。为了进一步检验系统是否能承受这么大的负荷,又连续以相近的负荷运行5 d,虽然出水COD在一段波动后略有回落,但基本都在2 500 mg/L以上,COD去除率始终低于80%。此时出水VFA上升到12 mmol/L,但出水pH并未大幅度下滑,反应器并未酸化。这主要是因为IC反应器中污泥已经不能承受12.12 kg/(m3·d)的焚烧渗滤液负荷,负荷过高致使系统中大量的未*降解的有机物随出水排出,导致出水COD快速升高。而且,渗滤液中抑制物质的浓度也可能随着进水浓度升高而达到微生物所能承受的阈值。此时不宜再提高负荷,负荷提升期结束。
此后降低负荷至10.8 kg/(m3·d),进入稳定运期,此阶段共进行10 d。稳定初期(第80天—第82天),出水COD并未明显下降,一直维持在2 000 mg/L以上。此后,出水COD缓慢降低,并zui终稳定在1 450 mg/L左右,COD平均去除率达86%,且波动很小。说明IC反应器能处理焚烧垃圾渗滤液,并能*保持稳定运行。
2.2.2 pH及出水VFA浓度的变化
IC反应器负荷提升期和稳定期pH及VFA的变化见图 4。
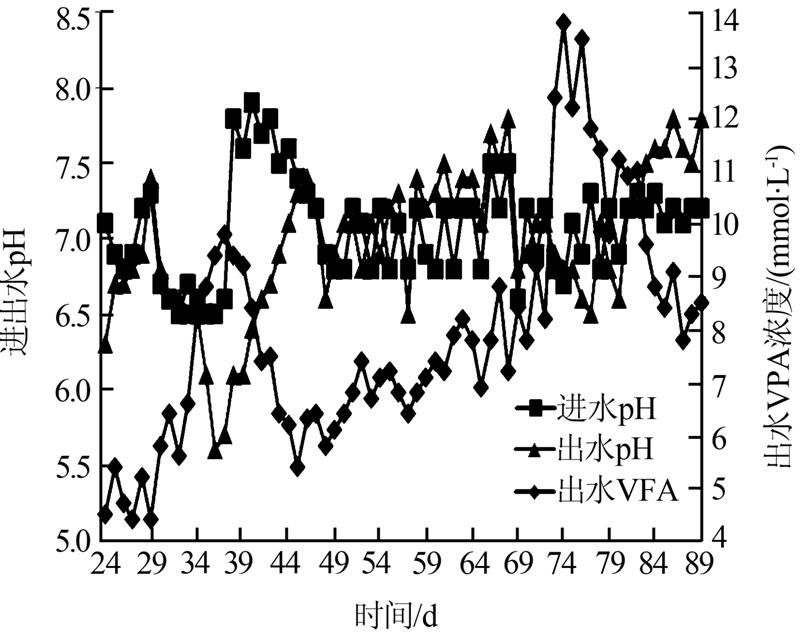
图 4 IC反应器负荷提升期和稳定期进出水pH及出水VFA变化曲线
负荷提升期,进水中浓度越来越高的有机氮在IC反应器内通过氨化作用转化为氨氮,增加了系统的碱度,提高了出水pH。由图 4可以看出,酸化前,出水pH与进水相当。酸化期由于产甲烷菌活性受到抑制,VFA开始积累,VFA浓度由酸化前的5.6 mmol/L上升到9.8 mmol/L,出水pH也由6.62降到了5.74。酸化重启后第7天(第44天),出水pH上升到7.12,系统酸碱平衡重新恢复。此后,出水pH进一步升高。第50天开始,出水pH开始高于进水pH。在进水COD达12.2 kg/(m3·d)的极限负荷期,出水pH仍在6.5以上。降负荷进入稳定期后,出水pH稳定在7.52~8.04。此外,除酸化期,出水VFA随出水COD的升高而缓慢升高。当进水负荷提高至12 kg/(m3·d)时,出水VFA大幅度升高到12 mmol/L。随后,随着负荷的降低,出水VFA缓慢回落,zui终稳定在8.3~9.0 mmol/L。尽管出水VFA浓度很高,但反应器内pH在7.5以上。胡纪萃〔8〕认为,在pH为中性或偏碱性时,大部分VFA以离子态存在,而只有游离的VFA才会对甲烷菌产生抑制。所以,此时的VFA浓度(8.3~9.0 mmol/L)相对而言是无毒的,不会对IC反应器稳定运行产生不利影响。
3 ALR运行状况
3.1 有机物去除分析
在IC反应器运行到第36天时,进行好氧实验。在7.5 L的ALR中接种2.5 L 好氧污泥。实验前4 d,同样用啤酒和自来水配成COD为1 000 mg/L的废水驯化微生物,初始进水量设定为5 L/d,运行结果如图 5所示。
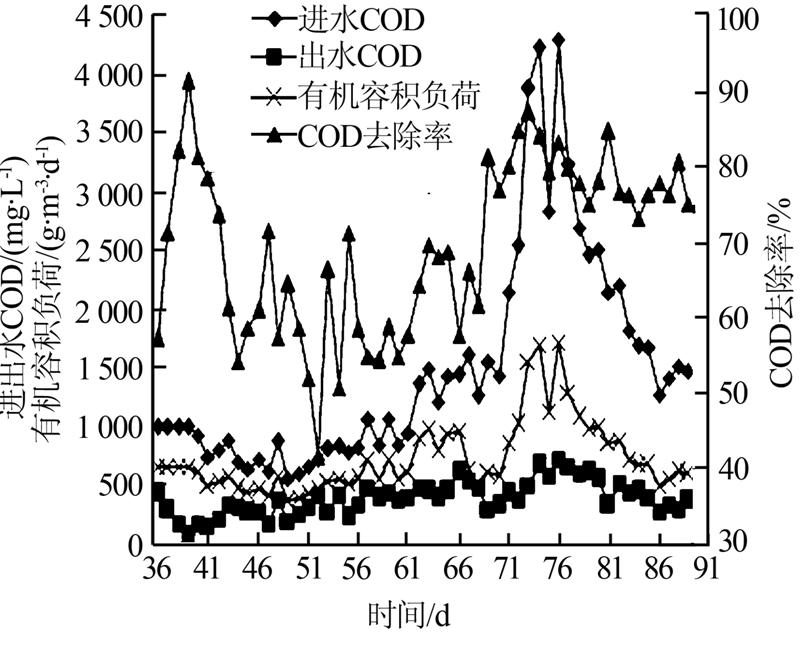
图 5 ALR进出水COD及去除率变化关系
由图 5可知,驯化4 d后,出水COD从428 mg/L迅速降到86 mg/L,污泥驯化完成。第40天开始,停止加啤酒水,开始将IC反应器的出水打入ALR内。由图 5可知,当进水基质由含有糖类、酵母、蛋白质等物质的易降解啤酒水换成难降解的IC反应器出水时,ALR出水COD迅速升高到170.5 mg/L,其后3 d,出水COD持续升高到340.5 mg/L。而此期间ALR进水COD基本稳定在750~930 mg/L。原因可能有如下两方面:(1)进水基质的变化。好氧微生物一时难以适应渗滤液的水质,其活性受到抑制,且经过厌氧处理后,废水可生化性大大降低,在ALR中难以充分降解。(2)葡萄糖效应〔9〕。由于ALR前期用易于降解的啤酒进行驯化培养,微生物已经适应了吸收这些易降解物质作为其生长繁殖的营养源,生长旺盛。当将基质替换为渗滤液厌氧出水时,微生物会首先利用残留的啤酒作为营养物。当啤酒消耗完后,微生物才会降解IC反应器出水,且同样会优先降解其中的易降解物质(如碳水化合物、短链脂肪酸等),zui后才会降解长链脂肪酸和芳香族化合物等难降解物质,这些未*降解的难降解有机物随出水流出,使得出水COD迅速升高。随着好氧微生物活性的增强及对渗滤液水质的逐步适应,第45天—第50天,出水COD缓慢下降到250 mg/L以下。第62天—第67天,进水COD跃升到1 200~1 600 mg/L。第62天—第65天,ALR出水COD为387~486 mg/L,并未出现陡升现象,说明ALR具有良好的抗冲击负荷能力,这是因为ALR*的流态强化了传质作用。ALR间歇进水时整体上呈推流,但反应器内部呈环流状态,泥水沿导流筒内外确定的方向高速循环流动,使得有机物能与微生物在相当长的时间内进行充分的接触反应,也提高了其降解COD的效率。第66天、第67天,由于进水COD持续升高,出水COD也分别上升到610.5、545.6 mg/L,超过500 mg/L的排放标准〔10〕。其后决定通过将进水量由5 L/d降至3 L/d的方式来降低容积负荷。随着每日进入ALR中有机物量的降低,第70天,出水COD缓慢下降到328 mg/L。此后系统出现冲击负荷,第71天,ALR进水COD急剧上升到2 148 mg/L,此后持续上升,第71天—第80天,进水COD基本在2 500~4 300 mg/L波动。第71天—第73天,ALR出水COD稳定在400 mg/L左右,并未随着进水COD的大幅度升高而升高,COD去除率稳定在80%以上。随着渗滤液中的有毒有害物质逐渐在ALR中积累,好氧微生物受到的抑制作用愈发明显,出水COD升高到550~700 mg/L,且液面出现大量白色泡沫。说明此时ALR可能已经处于超负荷运行状态。第80天—第89天,IC反应器进入稳定期,ALR进水COD逐渐下降到1 400~1 700 mg/L,出水COD也慢慢回落到430 mg/L以下,COD平均去除率为77%。说明在冲击负荷消失后,ALR能迅速恢复稳定的运行状态。
3.2 氨氮去除分析
在IC运行第50天时,开始进行ALR反应器对氨氮的去除效果研究,实验结果见图 6
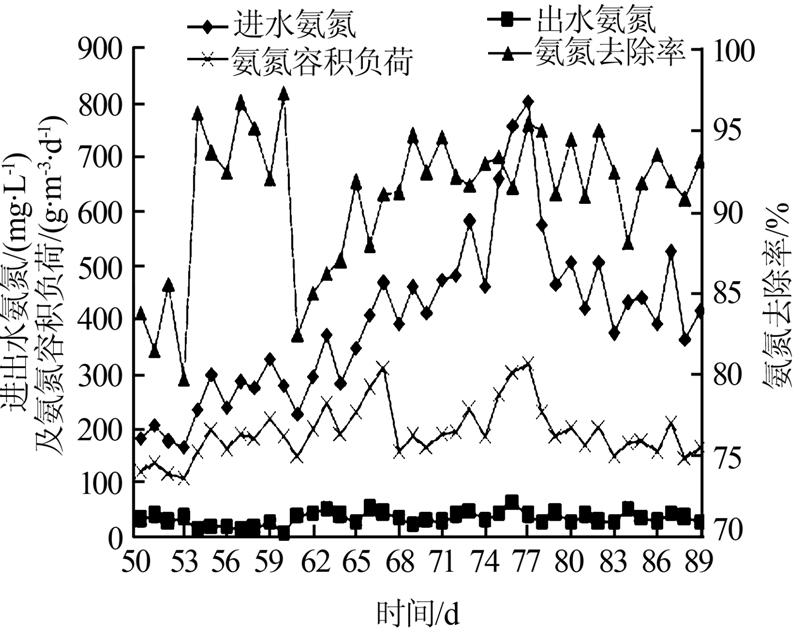
图 6 ALR进出水氨氮及去除率变化关系
由图 6可知,第50天—第53天,氨氮去除率较低(在85%以下)。这可能是因为此阶段ALR中污泥以异氧菌为主,硝化菌还没有培养成熟,异氧菌消耗了大量的DO来充分降解有机物(此阶段出水COD较低,在250 mg/L以下),位于絮体内部的硝化菌因为得不到足够的DO使其生长受到一定抑制,硝化速率较低。此后出水氨氮逐渐下降。第61天—第67天,进水氨氮负荷由150 g/(m3·d)逐渐上升到311g/(m3·d),出水氨氮也上升到38.4~51.3 mg/L。随后,由于进水量降至3 L/d,氨氮负荷也降至200g/(m3·d)以下,氨氮去除率随着氨氮负荷的降低而上升,即使到了极限负荷期(第71天—第79天),进水氨氮质量浓度达到480~800 mg/L,但由于HRT的延长,硝化菌在适宜的生长环境中有足够的时间来充分降解进水中的高浓度氨氮,出水中氨氮质量浓度仅有2天超过45 mg/L的排放标准〔10〕。第80天—第89天,IC进入稳定期,ALR进水氨氮质量浓度在350~500 mg/L波动,出水氨氮质量浓度基本低于35 mg/L,氨氮去除率在91%左右。由此可见,ALR在稳定运行期对IC反应器出水中的高浓度COD和NH4+-N具有较高的去除率,且波动很小,这是ALR的一大优势所在。
4 结论
(1)在中温条件下,利用IC反应器处理生活垃圾焚烧厂渗滤液,当进水有机容积负荷为10.8kg/(m3·d)时,COD去除率可达到86%,出水pH在7.52~8.04,出水VFA在8.3~9.0 mmol/L波动。
(2)IC反应器由于负荷提高过快发生“轻微”酸化后,通过在进水中补充碱度和降低进水负荷的方式重启酸化反应器,12 d后,COD去除率回升到86%,出水VFA浓度也下降到6.4 mmol/L。
(3)ALR出水COD和NH4+-N能够达到《污水排入城市下水道水质标准》(CJ 343—2010)B等级规定。IC—ALR组合工艺能充分降解生活垃圾焚烧厂渗滤液中高浓度有机物和氨氮,并能保持*稳定运行。

版权与免责声明:凡本网注明“来源:兴旺宝网”的所有作品,均为浙江兴旺宝明通网络有限公司-兴旺宝网合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:兴旺宝网”。违反上述声明者,本网将追究其相关法律责任。 本网转载并注明自其它来源(非兴旺宝网)的作品,目的在于传递更多信息,并不代表本网赞同其观点或和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
展开全部相关技术
-
-
采购指南2022/6/30 13:10:01
-
采购指南2022/6/30 13:10:01