采购指南2022/6/27 18:10:01
金属薄板弯曲成形性能试验方法
来源:深圳万测试验设备有限公司2022/5/2 19:20:05128
导读:
金属板材作为板材材料的一种,其应用范围和领域十分广泛。作为衡量金属板材在冲压成形过程中对成形工艺适应能力的重要指标,金属板材的成型性能测试广泛应用于冲压、汽车、轻工甚至航空航天工业等领域,掌握该测试并结合常规的金属材料性能参数可以准确地为仿真模拟、成型加工过程等提供详细准确的数据支撑。

金属薄板的成形性能不是金属薄板的固有物性,而是一种与材料变量、加工过程变量和产品设计变量相关的状态,这种状态反映了制件的成形难度,它取决于金属薄板的静态品质、薄板在动态冲压过程中承受的应力应变条件和薄板制件的几何特征,根据基本冲压成形的方式分为胀形性能、拉深性能、扩孔性能、复合成形性能和弯曲性能等,其中弯曲性能指弯曲成形时金属薄板抵抗变形区外层拉应力引起破裂的能力。作为商用金属板材供货验收依据之一和金属板料折弯机工作精度常规检测方法之一,了解金属薄板弯曲成形性能试验方法是非常有必要的,下面就根据GB/T15825.5来具体介绍一下金属薄板弯曲成形性能试验方法。
一、试验范围
本方法适用于测定厚度为0.30mm~4.00mm的以小相对弯曲半径为指标的金属薄板的弯曲成形性能。
二、试验原理
本试验采用一系列具有不同底部弧面半径的凸模(或不同厚度的垫模), 将试样按照规定的弯曲角成形后(如图1)检查其变形区外侧表面将该表面不产生裂纹或显著凹陷时的小相对弯曲半径作为金属薄板的弯曲成形性能指标。
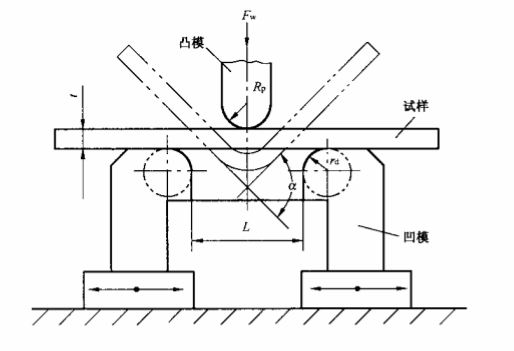
图1 压弯试验
三、制样和模具的选用
1、本试验采用条形试样,其宽度应大于10倍板料基本厚度,但不应小于20mm,且长度应保证试样可弯成“V”形或“U”形。
2、*使用宽度50mm±0.5mm,长度150mm±2.0mm的条形试样。
3、试样长度方向应垂直于轧制方向(取样角θ=90°),如有特殊要求,允许取样角改用其他数值,但应在试验报告中注明。
4、按GB/T15825.2中的规定准备试样和模具,特别要求逐个测量试样厚度,并按试样正反两面分组编号,同时记录试样实测厚度。
5、凸模、垫模和凹模的宽度均应大于试样宽度。
6、凹模口部圆角半径rd(如图1)取为10mm。(注:凹模口部亦可设计成半径为rd的可转动圆柱体。)
7、凸模底部弧面半径Rp(如图1),原则上以每间隔0.1mm为一级规格,制造公差范围±0.01mm。为了减少试验工作量,*采用表2所列凸模规格。
8、180°弯曲所用垫模厚度(如图3a),原则上以每间隔0.2mm为一级规格,制造公差范围±0.01mm。为了减少试验工作量,*将表2所列数据增大一倍作为垫模厚度,即tp=2RP。
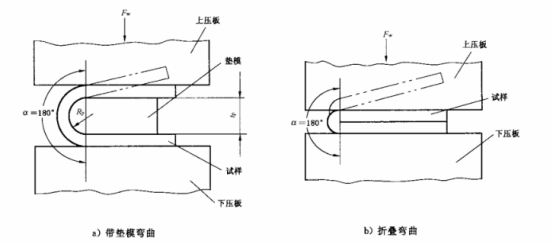
图3 180°弯曲试验
四、试验装置和试验机
1、试验装置
按GB/T15825.2准备试验装置,并要求满足下述技术条件:
① 试验装置需配备多种规格符合试验需求的模具并能方便、快速地更换凸模;
② 在工作行程内,凸模与凹模对中,偏差不大于0.1mm;
③ 试验装置应能对试样准确定位;
④ 试验装置应能调整凹模开度L(如图1),并在调整后能够锁紧,以保证L在试验过程中不发生变化;
⑤ 试验装置在工作时不应发生倾斜、 偏移和振动。
2、万测T弯试验机
万测T弯试验机是根据GB/T15825.5《金属薄板成型性能试验方法 第5部分》标准设计,能够完成薄板的弯曲、压扁试验。其设有两个工位,左边为弯曲试验,右边为压扁试验。

万测HBT205C金属板材弯曲试验机
T弯试验机采用卧式结构设计,结构紧凑,外形小巧;模具更换简单,用户可根据需求定制各种角度的模具;机器设置有安全防护罩,能够有效保护操作人员的安全;配备高性能集成化*油源,采用压差随动技术,发热量少,能耗低,设备采用触摸屏控制,操作方便。
五、试验步骤
1、该试验通常在10℃~35℃的温度环境下进行,如有必要亦可把温度环境设置为23℃±5℃。
2、试验前,按GB/T15825.2中的规定对模具、试验装置和试验机进行清洗、检查和润滑。
3、每次试验前,可用全损耗系统用油对凹模口部圆角区域进行适当润滑。
4、调整凹模开度,调整后锁紧。调整凹模开度L时,按式(1)、 式(2)计算其数值,计算结果保留两位小数:

5、按规定的弯曲角,用图1、图3、图4或图5所示方法,由大到小选择凸模或垫模规格,逐次对试样进行弯曲试验,直到试样变形区外侧表面在5倍放大镜下出现裂纹或显著凹陷时为止。开始试验选用的凸模或垫模规格可根据经验确定。
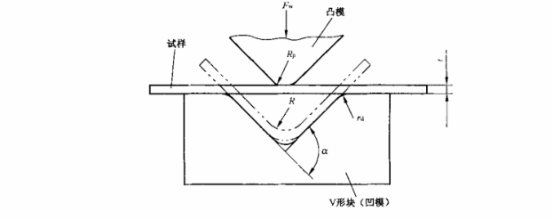
图4 “V”形块弯曲
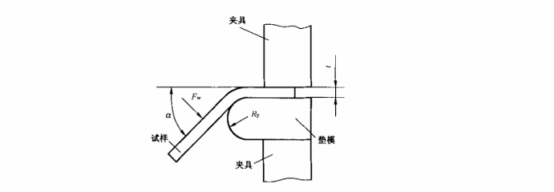
图5 弯曲
6、使用图1压弯试验方法时,如果小规格的凸模或垫模仍不能使试样变形区外侧表面产生裂纹或显著凹陷,可改变试样弯曲角度或对试样进行图3b所示180°折叠弯曲,但应在试验报告中说明。
7、如果凸模刚度允许,可使用图1压弯试验方法直接对试样进行180°弯曲,且凹模开度按式(2)确定。
8、不能用压弯试验方法进行180°弯曲时,应先将试样压弯到一定角度,然后将其移*、下两块压板之间进行180°弯曲(如图3)。
9、对同种材料正、反两面分别进行3次以上有效重复试验。
10、变形区外侧表面无裂纹、但纵向侧边出现裂纹时试验无效。为避免这种现象,必要时需打磨毛刺。
六、小弯曲半径的确定和试验结果计算
1、压弯试验或180°有垫模弯曲试验时,按式(3)确定小弯曲半径Rmin。

(注:Rpf是试样变形区外侧表面出现裂纹或显著凹陷时所用的凸模底部弧面半径或所用垫模厚度的二分之一)
2、180°无垫模弯曲试验时,按下述原则确定小弯曲半径:
① 试样变形区外侧表面在5倍放大镜下出现裂纹或显著凹陷时,小弯曲半径Rmin=0.1mm。
② 试样变形区外侧表面在5倍放大镜下无裂纹或显著凹陷时,小弯曲半径Rmin=0。
3、计算小相对弯曲半径Rmin/t,计算结果保留一位小数。
4、计算平均小相对弯`Rmin/t,计算结果保留一位小数。
版权与免责声明:凡本网注明“来源:兴旺宝网”的所有作品,均为浙江兴旺宝明通网络有限公司-兴旺宝网合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:兴旺宝网”。违反上述声明者,本网将追究其相关法律责任。 本网转载并注明自其它来源(非兴旺宝网)的作品,目的在于传递更多信息,并不代表本网赞同其观点或和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
展开全部相关技术
-

-
 采购指南2022/6/27 18:10:01
采购指南2022/6/27 18:10:01 -
采购指南2022/6/23 23:00:02