行业动态2024/12/24 14:11:13
CCMT2024展品综述|其它类型机床
来源:中国机床工具工业协会cmtba2024/4/3 14:06:27125
导读
由于这些装备类别众多,特色各不相同,我们将其中部分展品做基本介绍,希望对大家对相关装备的需求和了解有所帮助。
编者按:CCMT2024(第十三届中国数控机床展览会)将于2024年4月8-12日在上海浦东 上海新国际博览中心举办。本届展会展出面积20万平方米,是迄今为止中国境内最大规模的机床工具专业盛会。为使广大参观者在展前概要了解展会和展品,主办方中国机床工具工业协会市场部和部分分会根据展商提交的展品资料,整理了部分主机、功能部件和工具类的展品综述,将陆续发布。主机类包括加工中心类、车床类、复合机床类、磨床类、龙门加工中心、钻镗铣类、齿轮机床类、激光加工设备类、电加工机床类、成形机床及其它类机床;功能部件包括滚动功能部件、机床附件和数控系统。 










在已介绍的大类机床展品以外,我们还收集了大类展品之外的小类别特色装备:表面涂层设备、液流切割设备、复合材料自动铺丝机、深孔加工机床、拉削机床、锯床(带锯/圆锯)、清洗机、热处理设备、去毛刺机、管料双端倒角机、攻丝机、焊接设备等。这些展品中的小类别装备每一台都有各自的技术特色,也是机械制造行业中不可或缺的装备。由于这些装备类别众多,特色各不相同,我们将其中部分展品做基本介绍,希望对大家对相关装备的需求和了解有所帮助。
山崎马扎克(中国)有限公司FSW-460V混合立式加工中心。将FSW摩擦搅拌焊和加工功能集合在一个机床上,FSW-460V是高速FSW专用机,应用于压铸铝壳体类零件加工。摩擦搅拌焊是通过摩擦热而软化的材料进行搅拌结合的技术,与传统的焊接相比,可实现少的变形,较高的结合强度,在半导体产业,汽车产业中应用广泛。FSW-460V提高了线性导轨刚性与伺服电机输出,实现了结构的高刚性化;采用FSW主轴,相当于10000r/min,BT60高刚性主轴,可支持高速结合;IOT-FSW刀柄,通过无线传输方式,使内置有传感器的刀具能够实现自动换刀功能。通过调整Z轴位置使推力保持恒定,防止因推力不足引起的缺陷或推压过程产生的毛刺。FSW-460V机床,进给F2000mm/min,焊接部位最大变形1.01mm。 中国通用技术(集团)控股有限责任公司2Rafp20/30型机器人式自动铺丝机(齐二)。工作直径Φ3500mm,工件长度3000/5000/6000mm,丝束宽度6.35mm,张力范围0~6N。采用卧式布局,机器人带动铺丝头运动实现纤维丝束铺放动作,可实现9轴控制,可配置2束、4束、8束圆盘型铺丝头,用于回转类、梁类复材构件自动铺放。丝束经过止丝系统、送丝系统、剪切系统、加热系统、冷却系统、压辊系统,通过气动系统和电气系统的协同控制,可实现零件高效、高速的铺丝作业,适应不同构件的铺丝需求。机器人本体具有高自由度、高精度的特点,能够实现复杂的三维空间运动,适应各种空间大曲率、复杂形状的铺丝路径。满足航空、航天等领域碳纤维复合材料构件铺放需求。
山东普利森集团有限公司TZK50A/1型数控深孔刮削滚光机床。镗孔直径范围Φ200~Φ530mm,镗孔深度范围500~3000mm,工件夹持范围Φ220~Φ650mm,适用各种液压油缸、汽缸等精密管件的刮削滚光组合加工,其加工孔径精度可达IT7~IT9级,表面粗糙度滚压后可达Ra0.1~0.4。机床床体采用铸造结构,双矩形导轨,导轨宽度755mm。采用工件和刀具相对双旋转结构设计,有效的解决了热轧钢管深孔粗加工跑偏严重,冷拨钢管深孔精加工后直线度差的问题。同时机床采用大通径内孔主轴结构,能方便的使产生的切屑排出,避免了铁屑缠绕床头箱卡盘所产生的安全隐患,既提高了机床的加工安全性能,又大大缩短了清理铁屑的时间,提高了生产效率。配备完全自主研发的深孔刀具与自动涨缩刮滚组合深孔刀具,可大大的提高油缸内孔的加工精度与加工效率,加工效率是传统方法的5~10倍。
浙江中智鲸工智能装备有限公司ZS-450C-L4四工位立式深孔钻。最大加工孔径Φ70mm,最大加工长度700mm,最大钻孔深度700mm,工件最大法兰直径Φ200mm。机床采用倒立式结构,刀具短,排屑方便;采用自主知识产权的TCP控制系统,刀具监控保护功能,工件采用液压夹紧;机床有内、外排屑两种方式,采用枪钻加工时,属内冷外排屑方式;支持多款刀具:枪钻、机夹式枪钻、BTA钻,U钻,产钻,油孔钻。可选用单工位、双工位、三工位或四工位。
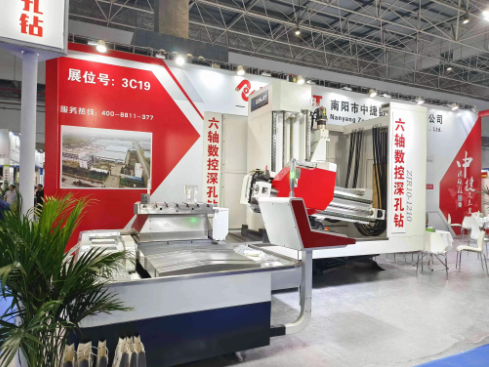
南阳市中捷数控科技有限公司ZJR10-1210六轴数控深孔钻。钻孔直径Φ3~Φ30mm,最大钻孔深度1000mm,X/Y/Z轴行程1200/1000/500mm,滑枕旋转角度+15°~-25°,主轴最高转速6000r/min。ZJR系列六轴数控深孔钻床是一种以深孔钻削为主,兼铣削功能于一体的机床。运动部件采用高精度,滚珠丝红、滚柱线性导轨,实现了机床运动中的高精度定位。冷却系统采用了远距离控制装置,可根据钻孔的大小、材料的不同、出屑情况、精度要求等,分别调整不同的流量和压力,从而达到最优化的冷却效果。该系列数控深孔钻床主要用于模具行业的高难度深孔加工,为用户提供了高效率、低成本、人性化的加工工艺流程。
信一秀塔克机械(苏州)有限公司SCGW4-20-350-D倒立式深孔钻。孔径加工范围为Φ5~Φ20mm,最大钻孔深度为350mm,工位数4个,主轴数4个。主轴采用垂直上下结构,刀具安装在下方,工件装夹在上方,加工时刀具旋转工件不旋转,由工件夹持部整体向下移动,实现加工进给。倒立式结构较卧式深孔钻更易将加工后的铁屑排出,更易实现自动上下料。采用双通道系统实现单独控制,将四工位隔分为两个可独立运行的双工位工作区,可同时独立加工不同规格的零件。代表性工件包括高压共轨、新能源电机轴、液压管接头和销轴等。
上海宁远精密机械股份有限公司BTA深孔钻镗床。钻孔范围Φ16~150mm,最大钻孔深度10000mm,采用内排屑加工圆柱形深孔的专用设备,可根据工件的长短选用不同的装夹方法;夹紧锥与四爪卡盘、授油器采用主轴式结构承重大,旋转精度高,床身导轨采用适用深孔加工的双矩形导轨承载能力大,导向精度好,导轨经过淬火处理耐磨性更高。使用专用刀具对零件实现钻削、扩孔、镗削、滚压加工手段能完成各类零件的通孔、盲孔、阶梯孔的深孔加工。适用于化工管道、船舶、航空航天、工程机械、石油机械等行业零件的深孔加工。
浙江畅尔智能装备股份有限公司3125ZX-4200五轴数控卧式侧拉床。主要用于航空发动机、燃气轮机等榫槽的精密拉削加工,最大拉削力250kN,拉削工件尺寸精度达IT5级,拉削工件表面质量Ra≤0.8,定位精度≤0.015mm(或≤15″)、重复定位精度≤0.010mm(≤10″)。该产品攻克了榫槽高效精密拉削的多刀具、多工位、多参数复合加工工艺,研制了集成4个数控轴的C型摇篮机构,融合了精密拉削加工工艺、精确旋转分度定位技术、快速夹持换型技术、先进电控技术及在线监测远程控制技术等,可满足航空航天、燃气轮机等轮盘榫槽柔性化、高效、高精度加工。
长沙思胜智能设备有限公司LSK5715大吨位数控高速复合拉床。最大拉削力150kN,额定行程:1250mm,拉削返回速度:0-100m/min,加工节拍≤18s/件,最大工件外径:Φ160mm,拉刀最大长度:1400mm,工作台孔径:Φ80mm。实现零件热前热后两种状态一机加工。用于拉削HRC 60-65、各种高硬度的零件内孔,拉削和接送刀均由伺服电机驱动,其余各动作都由气动驱动。在公称拉力和工作行程范围内,用于拉削各种淬火件(二拉)和非淬火零件内孔、花键等。接送刀采用双丝杆,可以在高速拉削的过程中联动让刀,提升加工流畅性。采用全新的导轨布局形式,线轨以及主丝杆共面。
湖南南方机床有限公司LK8910数控螺旋立式内拉床。额定拉力100kN,额定行程1250mm,拉刀最大直径Φ90mm,拉刀最大长度1450mm。主体结构采用对称性设计,导轨中心、驱动中心、拉削中心共面,螺旋旋转C轴采用了“0背隙”的精密齿轮传动,通过数控系统双龙门功能控制伺服电机驱动,从而使拉削螺旋线精度达到齿轮5级。螺旋线拉削直线轴(X1、X11轴)和旋转(C轴)配置光栅尺,实现全闭环控制。
浙江锯力煌工业科技股份有限公司GYB7010高效智能板锯机。以锯带铣,板材专用,最大锯切厚度100mm,最大锯切宽度700mm,料尾长度200mm,材料长度2500mm。采用液压油缸夹紧方式,液压螺旋排屑器方式,成品表面粗糙度Ra≤12.5。自主研发切割防夹装置,避免切割过程卡锯片,延长锯片寿命。配置工件在线智能检测系统,精确控制进给行程,提高工作效率。高精度专用变速箱自主研发,采用优质高强度特殊材料铸造,板料校正夹紧输送装置能够避免板料输送打滑,保障输送长度,精准切割。
浙江晨龙锯床股份有限公司X-70高速金属圆锯机。加工范围:棒材Φ10~70 mm,角材10~50 mm,圆管Φ10~70 mm,方管□10~50mm,机头主轴使用 TCT 碳化钨,圆锯片Φ285×2.0mm,锯片转数40 ~160r/min。锯切刀具采用TCT圆锯片,应用逻辑控制器进行自动控制,可进行参数设定,料头、料尾、工件、切屑均可输送到指定位置,全过程数字化控制。进给装置及送料装置采用伺服电机驱动滚珠丝杠方式进行送料与进给。配置准干式喷雾冷却系统、集中自动润滑系统、锯屑自动收集系统,可调节高刚性锯片稳定器,防止了圆锯片的振颤、偏摆,锯切精度高。
浙江伟业锯床有限公司E-70高速带锯床。锯切范围:圆料Φ700mm,□700×700mm,带锯条线速度20~100m/min。锯架是一个弓形结构,锯架板采用优质钢板,经时效处理保证了锯架的稳定性。传动部分通过电机、皮带轮、蜗轮蜗杆减速机驱动锯轮旋转,经变频器实现无级调速。采用液压张紧,通过液压缸驱动从动轮,实现锯带张紧和放松,停机后锯带自动放松,延长锯条使用寿命。锯架进给系统:锯架升降采用一主立柱和一辅助导向柱的导向结构设计,由升降油缸升降来完成。送料定尺机构:采用液压自动送料,送料虎钳采用液压夹紧,单次送料行程为500mm,可实现多次送料,在送料虎钳上设有无料检测装置,具有无料自动停机功能。各电气动作之间设有互锁,保证机床操作的安全。
福禄超高压水射流技术(上海)有限公司 NanoJet水刀。切割范围:X/Y/Z1050/650/150mm,重复定位精度±0.01mm,直线精度±0.02mm/0.3m,最大快移速度15m/min ,高精度水刀解决方案,全封闭系统,适合洁净的切割环境,可以配置加砂水刀废料清除系统,可收集水刀切割过程中使用的金刚砂,占地面积小,按订单设计。应用于电子、半导体、航空航天等多种行业。
宇海有限公司OMAX5555水刀切割机。水箱净重2854kg,X/Y/Z轴切割行程1397/1397/203 mm,运行速度4.5m/min,直线定位精度±0.025mm。能切割多种材料,从金属材料到复合材料切割,采用高压管结构,配置快速水位升降系统,配有 MAXJET 5i 长寿命钻石喷嘴,第4 代EnduroMAX直驱泵技术,输出压力413MPa,提供30/40/50/100hp可选, 搭载OMAX Intelli-MAX 软件,配有自动送砂系统,稳定持续的为切割提供磨料。加工过程不产生热影响区或机械应力,且无需更换刀具。
广东华升纳米科技股份有限公司G4-500 G4涂层设备。装载区域Φ410×500mm,有效涂层区域Φ130×400mm,容积0.7m³,典型工艺时间AlTiN:6~8h,刀片装载量(APMT1135)6000pcs,杆刀装载量(D4×50L):1800pcs,设备尺寸(长×宽×高):3750×1650×2700mm。采用了最新的一体阴极技术,具有高功率、可调方波、离化率可控、靶材利用率高等特点。产生致密的涂层,具有低应力和光滑的表面,无液滴,可调整涂层厚度0.5~30µm,涂层可薄可厚,广泛适用于微小径刀具和耐磨刀片。
博世汽车部件(苏州)有限公司博世微波等离子体涂层设备。博世等离子体涂层系统中独有的等离子体源在实现高速率镀膜的同时保证高品质。对于含氢类金刚石涂层(a-C:H)的化学气相沉积辅以微波技术,有效地将等离子体和偏压作用分离,从而提高了的沉积速率(约为传统PECVD技术效率的2倍),并且适用于大装载量。对于无氢类金刚石涂层(ta:C),采用基于脉冲阴极电弧的专利技术。在保证类似含氢类金刚石涂层的沉积速率下,有效避免了传统离子源的劣势,设备尺寸(长×宽×高)4500×3400×4500mm,采用博世自主研发的微波等离子体PECVD技术,DLC涂层效率达2.5µm/h。
昆山台功精密机械有限公司BSF-DB120六轴去毛剌打磨机。机床有6个数控轴,X/Y/Z行程1200/1200/860mm,U/V/W轴旋转角度±110°/360°/±190°,X、Y、Z最大速度30m/min,X、Y、Z轴重复精度0.02mm,U、V、W轴重复定位精度≤20",主轴最高转速30000r/min。五轴联动,可实现曲面型腔的一次加工,可复合锯切,浮动去毛剌,铣削等功能。自主开发的打磨系统软件,兼容G代码编程,并可在线示教。具备断刀检测和刀具寿命管理,可配合机器人实现自动化上下料,实现全自动化生产,可对接MES进行信息管理。
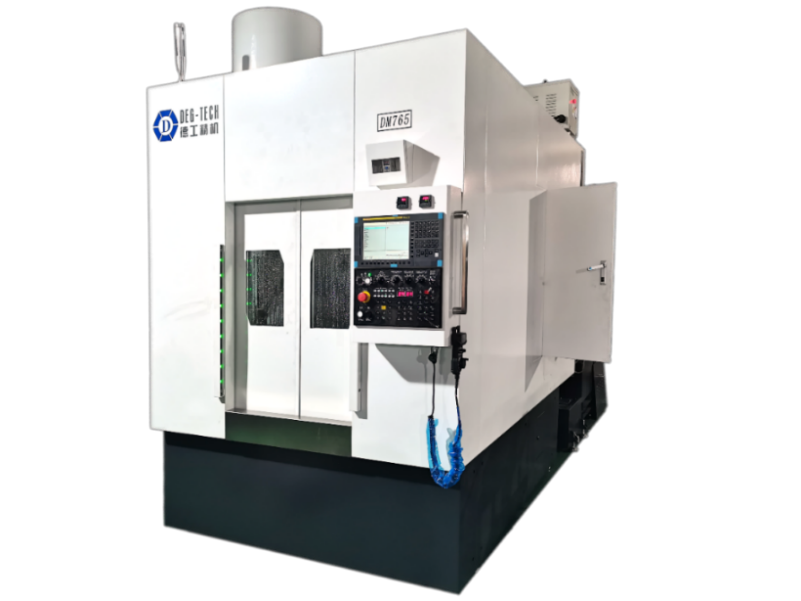
重庆德工精密机械有限公司DM765数控转塔式六轴高压清洗机床。X/Y/Z行程700/600/500mm,流量 28L/min,喷头数量6,喷头切换时间1s,工作压力在0~50MPa范围内可程序控制,高柔性,六轴六自由度,一次性清洗六个面,适用于复杂零件,定位精度0.05mm,喷枪切换只需1s,X/Y/Z轴快移速度48m/min,自动变速器阀板节拍65s左右,高压密封智能补偿设计,整机状态监控。
玉环震浪超声股份有限公司超声波清洗机。超声清洗是利用超声波在液体中的空化作用、加速度作用及直进流作用对液体和污物直接、间接的作用,使污物层被分散、乳化、剥离而达到清洗目的。震浪超声清洗采用全桥移相技术,并根据用户实际需求提供单频或双频清洗,提高了超声清洗效果。备配有自动抛动装置,避免污垢堆积,清洗更加均匀和彻底,并使该设备可以适应用户新的洁净度需求,模块式多槽清洗和漂洗处理,单频或多频超声可选,模块化设计,可根据用户后期需要灵活增加或减少模块。
版权与免责声明:凡本网注明“来源:兴旺宝”的所有作品,均为浙江兴旺宝明通网络有限公司-兴旺宝合法拥有版 权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:兴旺宝”。违反上述声明者,本网将追究其相关法律责任。 本网转载并注明自其它来源(非兴旺宝)的作品,目的在于传递更多信息,并不代表本网赞同其观点或和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
展开全部热门评论
相关新闻
-

-
 市场分析2024/12/24 14:11:12
市场分析2024/12/24 14:11:12 -

2023年贯标产品系列介绍之十三——江苏南航来创科技有限公司
产品新闻2024/12/24 8:32:30 -
 行业动态2024/12/22 14:12:02
行业动态2024/12/22 14:12:02 -

通用技术齐二机床副总经理敖翔赴南京航空航天大学无锡研究院考察
企业动态2024/12/22 14:12:02