产品新闻2024/7/20 14:14:39
钣金焊接,通快竟然这样做
来源:通快2024/1/4 8:32:45132
导读
今天我们将用一个通快钣金厂的生产实例,向大家展示,将一个传统弧焊工艺钣金件,升级成激光焊接工艺,通快需要做些什么。
精巧,惊奇,惊艳。通快总是会用天马行空的方案进行钣金件激光焊接工艺升级。
今天我们将用一个通快钣金厂的生产实例,向大家展示,将一个传统弧焊工艺钣金件,升级成激光焊接工艺,通快需要做些什么。
痛点和切入点
视频中展示的这是一个密封门板的原始结构,W形状的折弯既需要预折,误差也容易累加,这导致最终零件的轮廓度很差,点拼时焊缝会出现较大间隙所以需要较多的整形工作,焊后内角的打磨较难操作,也需要更多的时间。客户迫切需要使用激光焊接来提升整体的焊接打磨效率。
实施优化方案
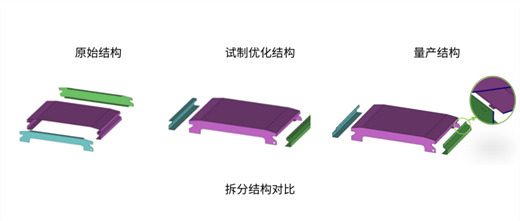
那我们可以如何优化呢?这里的优化重点便是解决零件折弯精度的问题,结构上我们直接将W形状的折弯拆成两部分,这样既可以避免预折弯也可以减少误差积累,折弯后再通过人工将拆分位置点焊起来。
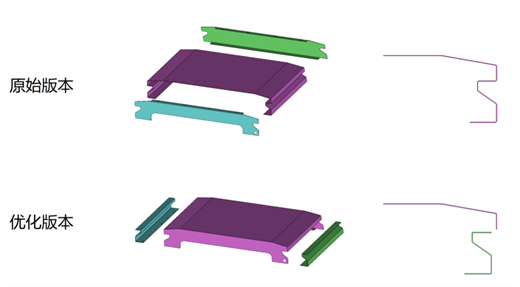
结构优化方案
折弯精度对比
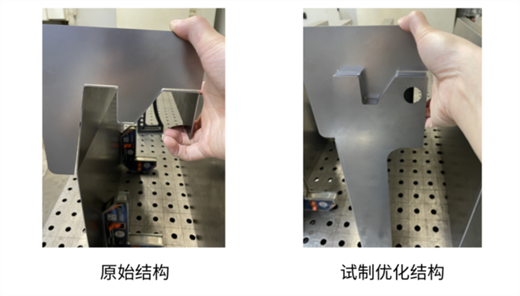
样品试制
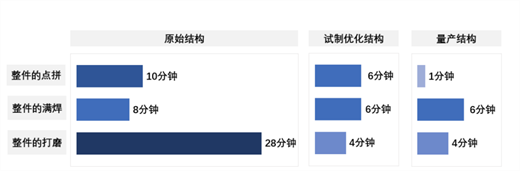
试制后的样件,从预点到满焊再到后续打磨,都比原始结构提升明显,总工时大量节约。值得一提的是,和传统焊接工艺对比,激光焊接在速度上可以提升10倍左右(取决于激光焊接工艺选择),在外观上通过激光热导焊可以生成光滑圆润的热导焊缝,极大减少了后处理工作量。
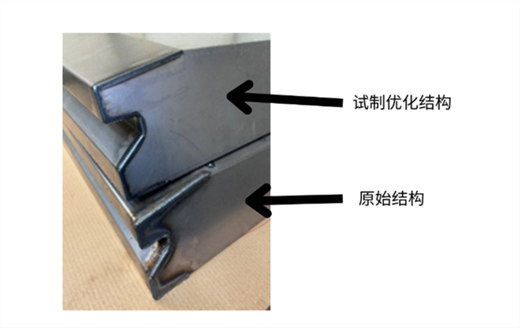
(焊接效果对比图:预点到满焊再到后续打磨,都比原始结构提升明显)
这样就结束了吗?并没有,在投产之前,我们又进行了一次结构调整,这次调整的目的是,进一步提高焊前组装效率和精度。
量产版本使用榫卯结构代替TIG预点,进一步提高焊前组装效率。榫卯结构的凸起为工装内侧的定位创造条件,更有利于批量激光焊接时焊缝位置一致性的控制。
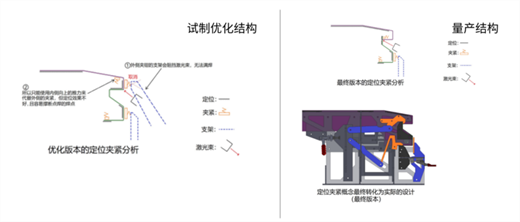
(量产结构比试制优化结构在工装上定位更稳定)
那么最后我们再来总结一下整个工艺优化的过程:
在钣金件生产尤其是有密封要求的钣金焊接件生产中,我们既需要性能领先的设备比如TruLaser Weld 5000智能焊接系统来保证优异的焊接工艺水准,也需要通过设计来提升效率和下料精度。巨大的价值,往往就隐藏在设计与工艺的精妙结合处。
版权与免责声明:凡本网注明“来源:兴旺宝”的所有作品,均为浙江兴旺宝明通网络有限公司-兴旺宝合法拥有版 权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:兴旺宝”。违反上述声明者,本网将追究其相关法律责任。 本网转载并注明自其它来源(非兴旺宝)的作品,目的在于传递更多信息,并不代表本网赞同其观点或和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
展开全部热门评论
相关新闻
-

-
 企业动态2024/1/30 8:47:55
企业动态2024/1/30 8:47:55 -
 企业动态2024/1/4 8:32:45
企业动态2024/1/4 8:32:45 -

大族激光与沪东中华成功签约千万级智能设备项目 助力中国船舶工业全擎升维
企业动态2023/10/17 8:47:43 -
 农业2021/2/22 8:46:54
农业2021/2/22 8:46:54