
品牌
其他厂商性质
所在地
| 序号 | 名称 | 单位 | 数量 |
| 1 | 机器人系统 | 套 | 1 |
| 1.1机器人本体 | 个 | 1 | |
| 1.2机器人控制柜 | 个 | 1 | |
| 1.3彩色示教器 | 个 | 1 | |
| 1.4系统电缆总成 | 套 | 1 | |
| 1.5弧焊软件包 | 套 | 1 | |
| 2 | C02焊接电源 | 套 | 1 |
| 2.1焊接电源本体 | 套 | 1 | |
| 2.2焊接电缆 | 套 | 1 | |
| 2.3送丝机 | 个 | 1 | |
| 3 | 双位焊接变位台及自动夹紧系统 | 套 | 1 |
| 4 | 自动化控制系统 | 套 | 1 |
| 4 | 机器人专用焊枪 | 套 | 1 |
| 5 | 防碰撞传感器 | 套 | 1 |
| 6 | 电气控制及按钮站 | 套 | 2 |
| 7 | 机器人底座 | 套 | 1 |
| 8 | 系统设计、集成与编程 | 次 | 1 |
| 9 | 现场调试与培训 | 次 | 1 |
| 序号 | 名称 | 尺寸 | 库存 | 备注 |
| 1 | 导电咀 | Φ0.8-1.6 | 20 | 消耗品 |
| 2 | 焊枪喷嘴 | M20 | 10 | 消耗品 |
| 3 | 导丝管 | Φ0.8-1.6 | 5 | 消耗品 |
| 4 | 压丝轮 | Φ0.8-1.6 | 5 | 消耗品 |
| 规格型号: | / |
| 送丝速度: | 1 - 22mm/sec |
| 焊丝直径: | Φ0.8、1.0、1.2、1.6 |
| 送丝方式: | 四轮驱动 |
| 机身材质: | 铸铝 |
| 重 量: | 8.2kg |
| 控制方式: | 直流伺服 |
| 规格型号: | / |
| 额定电流: | 310A,暂载率60% |
| 冷却方式: | 气冷 |
| 焊丝尺寸: | 1.0-1.6mm |
| 气体导管: | 2条 |
| 气体消耗量: | 6L/min起 |
| 重量: | 0.7kg |
| 电压等级: | L(IEC 60974-7 标准) |
| 名称 | 型号 | 数量 |
| PLC控制器 | FX2N-48MR | 3台 |
| 触摸屏 | TPC7062 | 1台 |
| 电气系统 | 正泰、德力西等 | 1套 |
| 参数类型 | Ehave CM250AR |
| 控制方式 | 全数字 |
| 输入电压 | 3相380Vac±25%(285~475V) |
| 输入频率 | 30~80 Hz |
| 输入容量 | 8kVA |
| 额定开路电压 | 63.7V |
| 额定输出电流范围 | 30~300A |
| 额定输出电压范围 | 12~30V(精度0.1V) |
| 额定暂载率 | 250A/99%/40℃ |
| 焊接方法 | CO2/MAG/MMA,实芯焊丝、药芯焊丝、电焊条 |
| 焊丝直径 | φ0.8/1.0/1.2mm |
| 焊接时序 | 无收弧、有收弧、重复收弧、点焊 |
| 焊机参数通道存储 | 默认10组 |
| 电弧特性 | -9~+9 |
| 机器人通讯 | 有 |
| 预置通讯口 | 有 |
| 冷却方式 | 智能风冷 |
| 送丝速度 | 1.4~24m/min |
| 防护等级 | IP23S |
| 主机环境 | 工业重载、-39℃~+50℃ |
| 体积 | 300×480×620mm |
| 重量 | 48KG |
| 序号 | 物料名称 | 规格型号 | 单位 | 数量 |
| 1 | 工业机器人 | 6轴 | 套 | 1 |
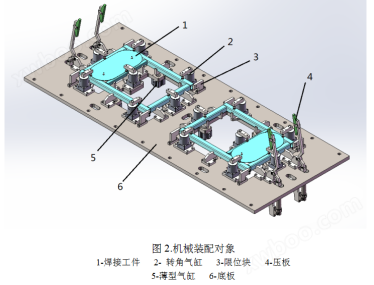
| 2 | 焊接夹具 | 配套 | 套 | 1 |
| 3 | 机器人专用焊机 | / | 套 | 1 |
| 4 | 氩气 | 配套 | 套 | 1 |
| 5 | 焊接工件 | 配套 | 套 | 1 |
| 6 | 安全防护装置 | / | 套 | 1 |
| 7 | 装配桌 | / | 套 | 1 |
| 8 | 无油空压机 | 套 | 1 | |
| 9 | 资料光盘 | / | 套 | 1 |
| 10 | 实验指导书 | / | 套 | 1 |
友情提示:
1、设备验收:各采购单位收货时请检查工业机器人焊接及自动控制实训系统的货品外观,核实设备的数量及配件,拒收处于受损状态的设备;
2、设备质保:茂育将为各采购单位提供工业机器人焊接及自动控制实训系统产品说明书和质保期,在质保范围内提供对设备的免费维修,超出条件承诺时提供对设备的有偿维修;
3、设备退换货:各采购单位单方面原因导致的工业机器人焊接及自动控制实训系统选型错误或设备购买数量错误,造成设备的退换货要求,将不被接受;
4、设备货期:对工业机器人焊接及自动控制实训系统的发货期为参考值,如您需要了解设备的精确货期,请与上海茂育的销售人员联系;
5、:如各采购单位对工业机器人焊接及自动控制实训系统有任何疑问,请致电: ,我们将由专业技术人员为您提供有关设备的技术咨询;
找不到想找的产品?请点击产品导航页












