




品牌
代理商厂商性质
上海所在地
回收西门子触摸屏收购plc上海陌然自动化科技有限公司本着“以人为本科技先导顾客满意持续改进”的工作方针,致力于工业自动化控制领域的产品开发、工程配套和系统集成、销售,拥有丰富的自动化产品的应用和实践经验以及雄厚的技术力量,尤其以PLC复杂控制系统、传动技术应用、伺服控制系统、数控备品备件、人机界面及网络/软件应用为公司的技术特长,几年来,上海陌然自动化科技有限公司在与德国SIEMENS公司自动化与驱动部门的*紧密合作过程中,建立了良好的相互协作关系,在可编程控制器、交直流传动装置方面的业务逐年成倍增长,为广大用户提供了SIEMENS的技术及自动控制的Z佳解决方案。
主营:西门子S7-200PLC S7-300PLC S7-400PLC S7-1200PLC 6ES5 ET200 人机界面触摸屏变频器回收西门子触摸屏收购plc通过多点接口 (MPI) 实现数据通信

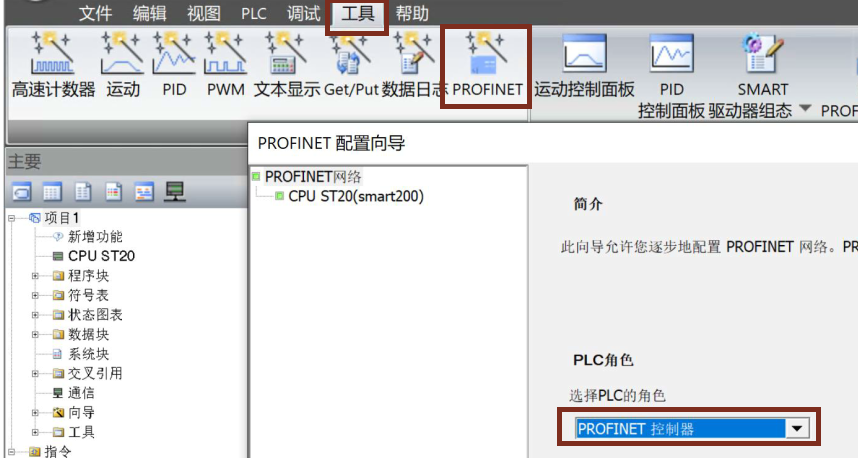
2. 选择PLC为PROFINET控制器
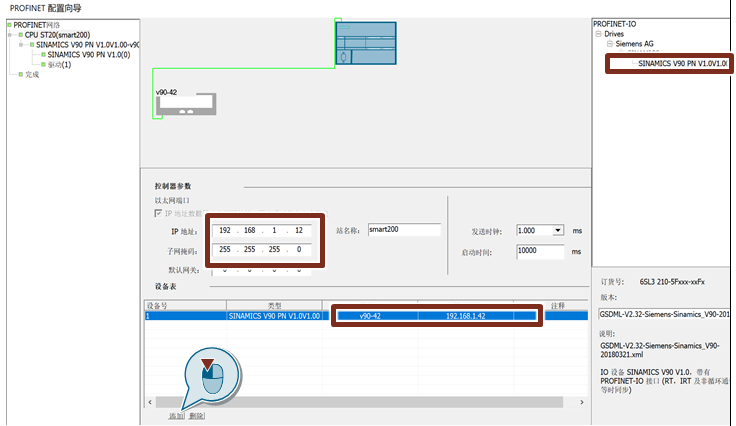
3. 设置PLC的IP地址,并且添加V90 PN驱动器,设置驱动器IP地址和设备名称
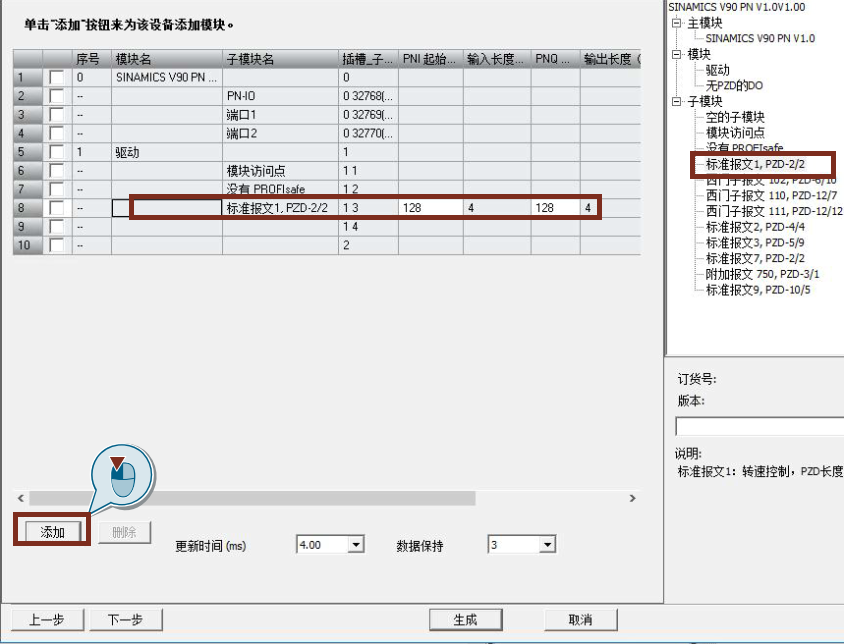
4. 在配置报文的视图中添加标准报文1到模块列表中,小的更新时间为4 ms
5. 编写程序,注意St_I_add和St_Q_add的地址必须和报文1的IO地址对应
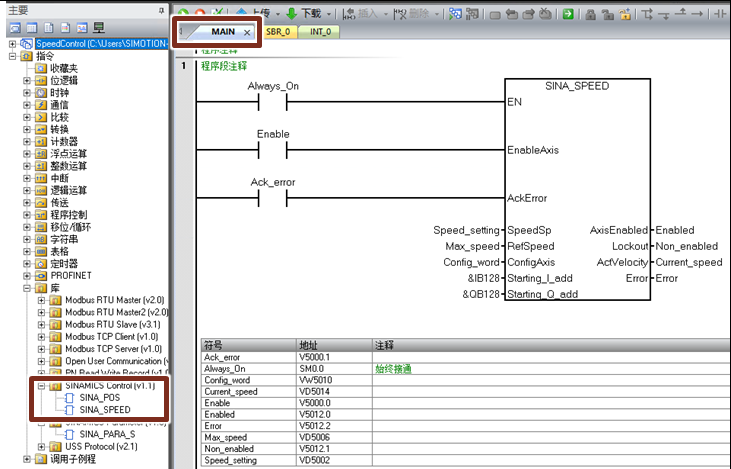
6. 分配程序库使用的V地址区

7. SINA_SPEED功能块输入输出参数说明
输入参数:
| 输入信号 | 类型 | 含义 |
|---|---|---|
| EnableAxis | BOOL | =1,驱动使能 |
| AckError | BOOL | 驱动故障应答 |
| SpeedSp | REAL | 转速设定值[rpm] |
| RefSpeed | REAL | 驱动的参考转速[rpm],对应于驱动器中的p2000参数 |
| ConfigAxis | WORD | 默认设置为16#003F,说明参看下表 |
| Starting_I_add | DWORD | V90 PN I 存储区起始地址的指针 |
| Starting_Q_add | DWORD | V90 PN Q 存储区起始地址的指针 |
ConfigAxis的各位说明:
| 位 | 默认值 | 含义 |
|---|---|---|
| 位0 | 1 | OFF2 |
| 位1 | 1 | OFF3 |
| 位2 | 1 | 驱动器使能 |
| 位3 | 1 | 使能/禁止斜坡函数发生器使能 |
| 位4 | 1 | 继续/冻结斜坡函数发生器使能 |
| 位5 | 1 | 转速设定值使能 |
| 位6 | 0 | 打开抱闸 |
| 位7 | 0 | 速度设定值反向 |
| 位8 | 0 | 电动电位计升速 |
| 位9 | 0 | 电动电位计降速 |
输出参数:
| 输出信号 | 类型 | 含义 |
|---|---|---|
| AxisEnabled | BOOL | 驱动已使能 |
| LockOut | BOOL | 驱动处于禁止接通状态 |
| ActVelocity | REAL | 实际速度[rpm] |
| Error | BOOL | 1=存在错误 |
方法二 PLC通过IO地址直接控制V90 PN
此种控制方式无需的程序块,直接给定速度。V90使用标准报文1,项目及网络配置步骤与方法一相同。通过对输出的个控制字进行驱动器的起停控制、第二个控制字可以电机运行的速度。
V90对应的输出地址可从设备视图中查看:

在主程序中调用MOV_W命令,发送对驱动的控制字及速度给定:
1. 通过个控制字进行驱动器的起停控制(16#047E->16#047F)
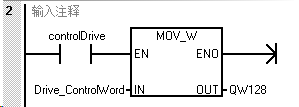
2. 通过二个控制字可以电机运行的速度(十六进制16#4000,即十进制的16384对应 p2000 速度参数值)
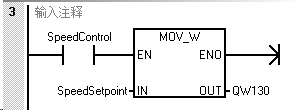
例如,V90 PN的p2000=3000rpm,如果SpeedSetpoint设置为十进制的8192(即十六进制的16#2000),则表示速度给定为1500rpm。
详细信息点击下载文档
常问问题
 S7-200 SMART可以控制几个V90 PN?
S7-200 SMART可以控制几个V90 PN?
在不挂其他PROFINET设备下,多可以控制8个V90 PN。
给控制命令不运行有哪些原因?
? 检查V90驱动器是否有故障信息,消除故障
? 检查ConfigAxis 输入是否是16#3F
? EnableAxis需要上升沿触发且保持



