品牌
生产厂家厂商性质
深圳市所在地
气体回收冷却冷水机
在化工生产中,一般采用真空负压浓缩系统,对含有杂质的液态乙醇进行分离、冷却和回收。当前的液态乙醇回收系统包括有物料蒸发系统和冷凝器以及物料回收系统。然而,在实际生产中发现,现有的乙醇回收系统冷却效果不好,只能将物料蒸发系统得到的含量大约75%的气态乙醇转化为液态乙醇,并得到回收利用,其中25%的气态乙醇排放到空气中,不仅污染环境,而且造成巨大的浪费。为了解决这一问题,技术人员尝试采用大功率的冷凝器代替原有乙醇回收系统中的冷凝器。虽然气态乙醇在大功率的冷凝器中与冷凝装置的接触面积增大了,但是气态乙醇的冷凝时间没有明显的变化,乙醇的回收率并没有得到改善,并且大功率的冷凝器成本高、体积大、安装困难,在冷凝过程中冷凝器内部产生的冷却水容易对液态乙醇造成污染,同时大功率的冷凝器的使用加大了冷凝塔的工作负荷,对整体而言,没有取得显著的经济效益。为此,提供一种生产投入成本低,冷却效果好的乙醇回收系统就显得尤为重要。
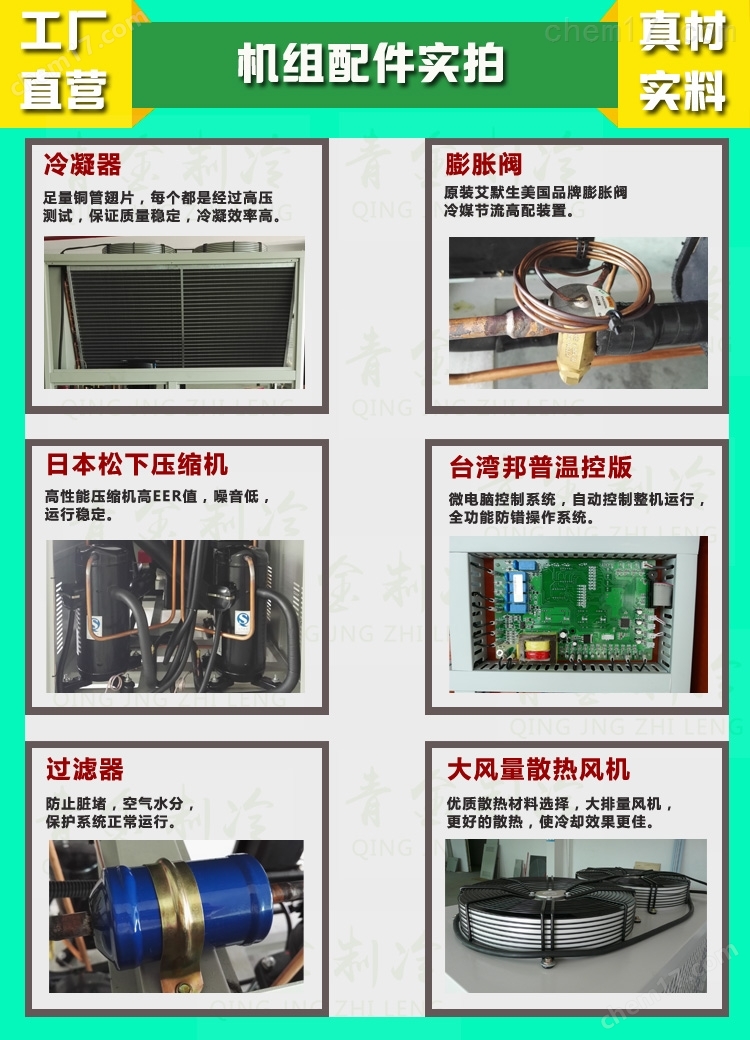
采用新型冷水机利用压缩机制冷技术结构简单,生产投入成本低,同时大大增大了气态乙醇的冷却时间和冷却接触面积,乙醇的回收率由原来的75%提高至改进后的95%,取得了显著的经济效益。
标准配置
选配装置
应用领域包括:牛奶速冻、激光、化工 、电镀氧化、精密器械、油墨、印刷、造纸、五金、铸造、吹瓶、注塑吸塑行业、食品清洗冷冻、医药行业、电子电路板、波峰焊回流焊、滚筒夹层冷却、空间的净化处理、超声波清洗、浴池升降温、焊接切割、表面处理、铝型材、玻璃工艺、首饰加工、皮革、养殖业
【气体回收冷却冷水机】