品牌
生产厂家厂商性质
沧州市所在地
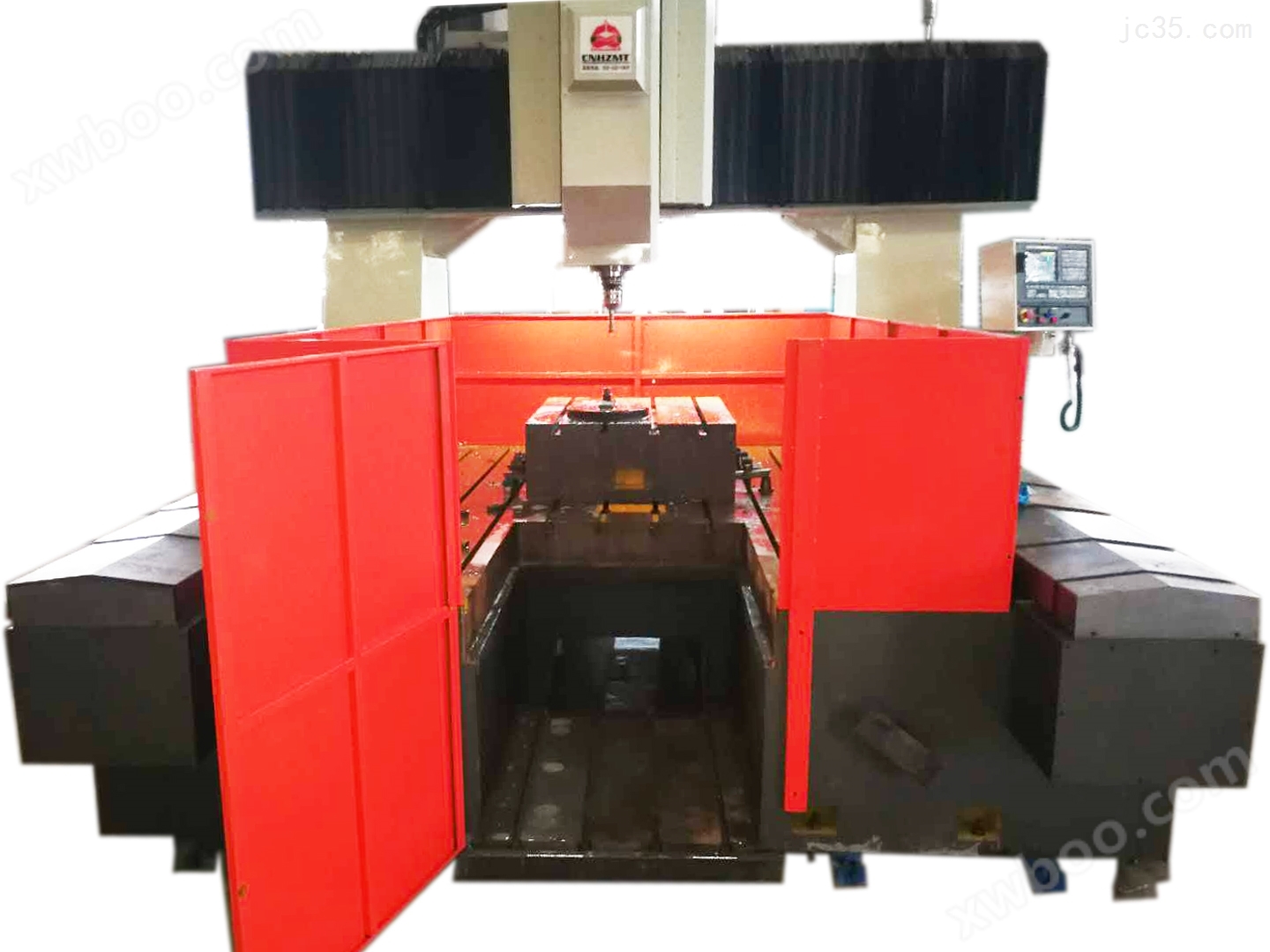
1020小型数控龙门钻铣床
1020小型数控龙门钻铣床
1、采用树脂砂工艺精美铸造,附着力好,强度高,极少粘沙、沙眼、气孔、碳渣等缺陷。所有铸件经过二次退火,以改变材料本身的应力,从而使材料变形度少,刚性更强。
2、床身双V型导轨、立柱及亨利的方型导轨均经过表面淬火处理。
3、工作台及其它滑动面均粘贴进口耐磨带,更大限度的减少磨损度,实现了无爬行、耐磨性高的特点。
4、工作台及其它滑动面均采用人工式铲刮,以使接触面恰到好处,更有效的减低运行时的磨损度,使运行更加顺畅、平稳。
5、动力头采用大功率电机、大模数齿轮设计。
6、机械、电气、液压等重要零部件采用优质进口件。
所有机床铸件均加宽、加厚设计,整体刚性强、精度高、承载大。整机自主研发、制造。质量过硬。只要注意日常维护保养,极少出现需要维修的情况,从而提高了用户的生产效率。



高速钻床及其床身铸件时效温度以550℃为宜,时效温度超过570℃时,会使渗碳体分解和粒化,从而导致灰铸铁力学性能急剧下降。含有Cr、Mo、Mn、V等稳定碳化物元素的低合金灰铸铁(如低镍铬合金铸铁),高速数控龙门钻铣床及其床身铸件时效温度可提高到600℃。高速钻床及其床身铸件,时效温度可提高到650℃时,时效处理效果较为理想。
时效时间t(h)计算 t=δ/25+28。其中,δ为铸件厚度(mm),28为基本时效时间,形状复杂和要求内应力消除*的铸件,可取较大值。高速钻床及其床身铸件内应力的消除在开始保温的前23h效果明显,以后逐渐减弱。
技术参数