



品牌
生产厂家厂商性质
沧州市所在地
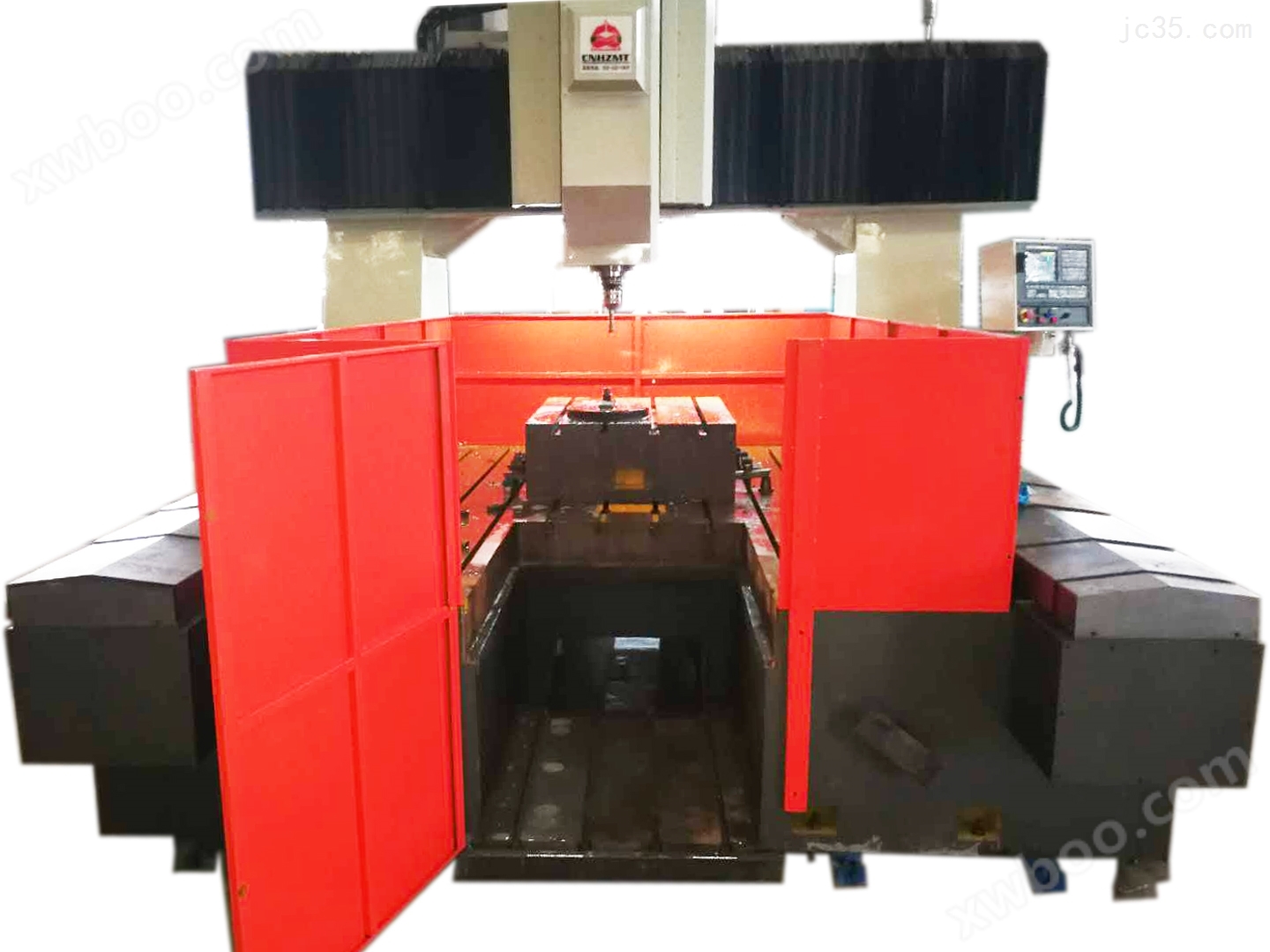
高速数控龙门钻床
高速数控龙门钻床
高速钻床铸件的热处理
高速钻床及其床身铸件时效温度以550℃为宜,时效温度超过570℃时,会使渗碳体分解和粒化,从而导致灰铸铁力学性能急剧下降。含有Cr、Mo、Mn、V等稳定碳化物元素的低合金灰铸铁(如低镍铬合金铸铁),高速数控龙门钻铣床及其床身铸件时效温度可提高到600℃。高速钻床及其床身铸件,时效温度可提高到650℃时,时效处理效果较为理想。
时效时间t(h)计算 t=δ/25+28。其中,δ为铸件厚度(mm),28为基本时效时间,形状复杂和要求内应力消除*的铸件,可取较大值。高速钻床及其床身铸件内应力的消除在开始保温的前23h效果明显,以后逐渐减弱。


操作如下:
⑴装炉。铸件一般宜在300℃以下装炉,结构复杂和截面相差悬殊的铸件及导热性差的高合金铸件,装炉温度不得超过100℃。
⑵升温速度。大件、形状复杂的铸件及高合金铸件的升温速度小于60℃/h,一般铸件小于120℃/h。
⑶保温后的冷却速度必须缓慢,以免在铸件中产生二次内应力。复杂和要求高的铸件,冷却速度应以小于30℃/h,随炉冷却到100℃以下,再出炉空冷。一般铸件以小于80℃/h冷速随炉冷却到200℃以下出炉空冷。
技术参数







