品牌
生产厂家厂商性质
沧州市所在地
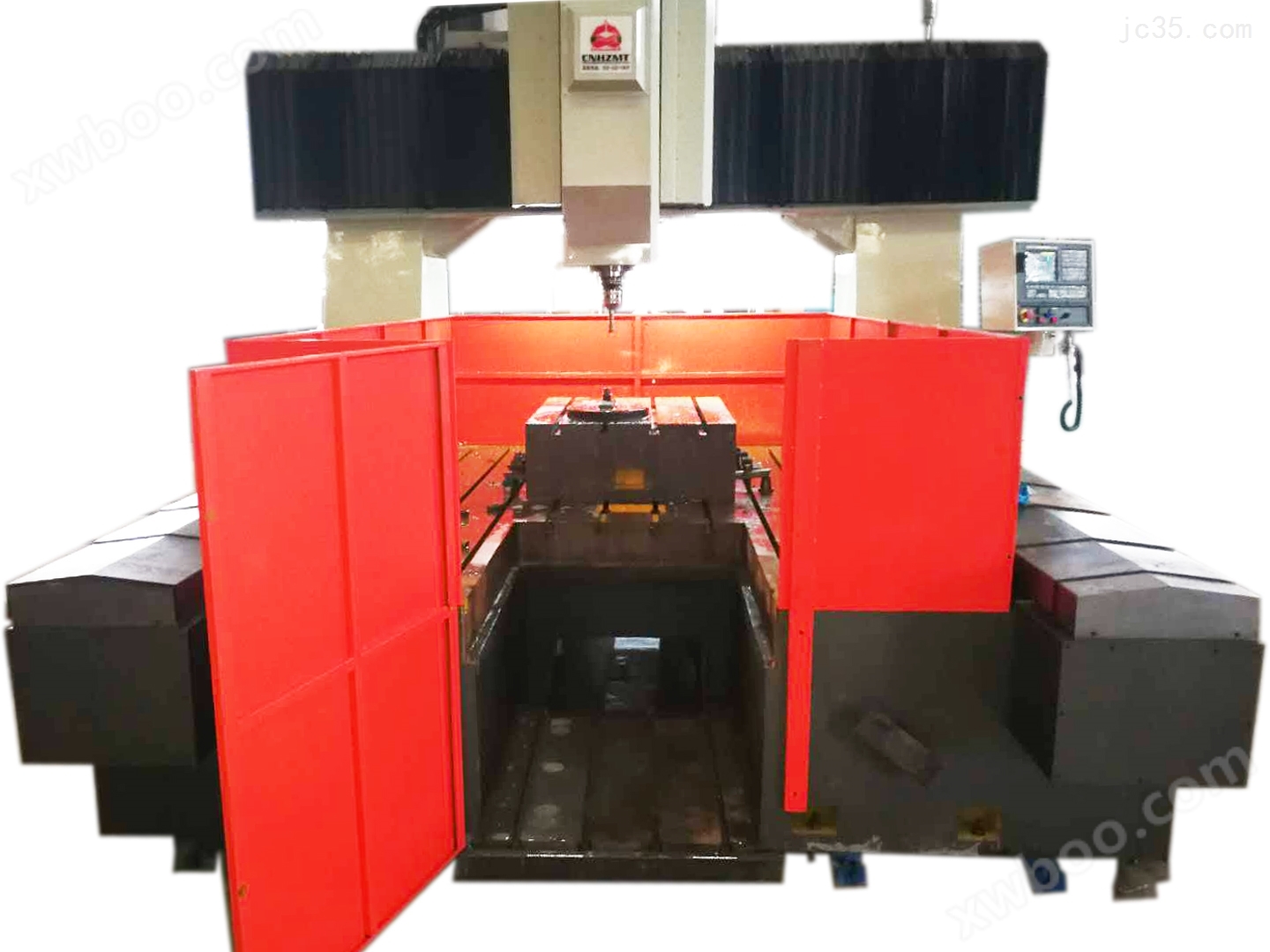
河北管板数控高速钻床生产厂家
河北管板数控高速钻床生产厂家
法兰数控高速钻床龙门、床身为整体铸造方式铸铁材质HT250,经过时效退火加工而成,具有加工精度高,结构稳定,使用年限长等诸多优点

1.床身工作台:
床身系整体铸造而成,经人工时效热处理去除内应力后加工,动静刚性具佳,不变形。工作台面开有T型槽 ,槽间距200mm便于工件的装夹。工作台zui大承重5吨。床身左、右侧面上布置超高承载力的直线导轨副和精密丝杠副。驱动系采用伺服电机和精密丝杠副驱动,使龙门作X轴方向移动。床身底面上分布有可调螺栓,可以方便地调整床身工作台的水平。
2.移动式龙门
龙门系整体铸造而成,经人工时效热处理去除内应力后加工,动静刚性具佳,不变形。在龙门前侧安装有两条超高承载力的滚动直线导轨副。并在上方安装有一套精密滚珠丝杠副及一台伺服电机,使动力头滑板作Y轴方向移动。在动力头滑板上安装一个钻削动力头。龙门的移动是由伺服电机带动滚珠丝杠的旋转来实现的。
3.数控动力头滑板
Z方向由2.4KW伺服电机经齿形同步带和滚珠丝杠副驱动钻削动力头实现动力头快进、工进、快退、停止等动作。具有自动断屑、退屑、暂停功能。
4.钻削动力头
钻削动力头采用主轴伺服电机,通过齿形同步带带动精密主轴。进给为伺服电机和滚珠丝杠驱动。X、Y轴能够联动,采用半闭环控制,能够实现直线、圆弧插补功能。设定高度后,当钻头快进接触工件,可自动转换为工进。当钻头钻透工件后,可自动转换为快退,实现自动进给循环。工作进给速度由数控调整设定。
利用树脂砂型铸造机床床身铸件的优点:
1)树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
2)实型铸造生产中采用聚苯乙烯泡塑模样应用呋哺树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在高温金属液作用下迅速气化,燃烧而消失,金属液取代了原来泡沫塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
3)相对来说,消失模铸造对于生产单件或小批量的汽车覆盖件,钻床床身等大型模具较之传统砂型有很大优势,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产效率,具有尺寸精度高,加工余量小,表面质量好等优势;另外,铸件钻床加工具有较好的耐磨性能和消震性能和好的工艺性能。
铸造出来的东西更精密而且整体的化学成分分布均匀,得到有预定形状、尺寸和性能的铸件的工艺过程,而且减少了加工时间同样也减少了成本。而焊接呢应用非常广泛,制造出来的工件同铸造相比较没上者那么精密而且接头处的力学性能也有所改变。但比铸造适用更方便和广泛。有些特殊材料焊接是达不到效果的而铸造却可以制造出来,而铸造呢比较适用于较小工件的制造焊接却不受限制这样大大的改善了想要制造工件大小的难题,并且成本也不是很高效率也很高。
本机床可进行故障检测、报警,报警界面全中文,机床电柜采用全封闭式。

铸件和焊接件的比较
钻床的精度,除了设计制造工艺因素外,*保持精度的重要因素就是床身的变形问题。而钢板焊接件,你再怎么时效、去应力,*的稳定性都不如铸件。国外的大型精密机床,好的都是铸件床身。铸造对于一些精密的设备、零件要求整体性,不能有焊缝、铆接接头等,采用精密铸造可一次铸造成型,这是焊接无法替代的。铸造整体成型,相对焊接,可以避免焊接沙眼。正规厂家出产的加工中心床身一般是铸件,这有两个好处:一是减震,机床在运行时不震动,特别是被加工的工件材质不均匀,行刀时刀具会出现震动,这些震动都会被床身吸收,因此容易保证加工精度;二是不变形,因为灰铸铁的塑性可视为零,因此不可能出现变形,因此也保证了机床的精度。

 技术参数
技术参数
| 型号 | QDLPD2020 | |
| zui大加工工件尺寸 | zui大钻孔及铣削中心距(长×宽)(mm) | 2000×2000 |
| zui大加工钻孔深度(mm) | 200 | |
| T型槽尺寸 | 22mm | |
| 钻铣削动力箱 | 数量 | 1 |
| 主轴锥孔 | BT50 | |
| 加工中心机械主轴 | ||
| zui大钻孔直径(mm) | Φ50 | |
| 主轴转速(r/min) | 2000 | |
| 伺服主轴电机功率(kW) | 11kW | |
| 主轴下端面到工作台面距离(mm) | 100-400 | |
| 动力头纵向移动 | zui大行程(mm) | 2000 |
| (X轴双驱) | X轴移动速度(m/min) | 0-9 |
| X轴伺服电机功率(kW) | 2.4KW/22Nm | |
| X轴直线导轨 | 45(2/3条) | |
| X轴滚珠丝杠 | 5010(2条) | |
| 动力头横向移动 | zui大行程(mm) | 2000 |
| (Y轴) | Y轴移动速度(m/min) | 0-9 |
| Y轴伺服电机功率(kW) | 2.4KW/22Nm | |
| Y轴直线导轨 | 45(2/条) | |
| Y轴滚珠丝杠 | 4010(1条) | |
| 动力头滑台垂直行程(Z轴) | Z轴行程(mm) | 500 |
| Z轴进给速度(m/min) | 0-5 | |
| Z轴伺服电机功率(kW) | 2.4KW(带抱闸) | |
| Z轴直线导轨 | 45(2/4条) | |
| Z轴滚珠丝杠 | 5020(1条) | |
| 定位精度 | X、Y、Z轴(mm) | ≤0.05/1000 |
| 重复定位精度 | X、Y、Z轴(mm) | ≤0.03/1000 |
| 刀库(选配) | 直排式刀库 | 无 |
| 排屑和冷却 | 排屑器型式 | 平板链式 |
| 排屑速度(m/min) | 1m/min | |
| 排屑器电机功率(kW) | 400W | |
| 冷却 | 冷却泵电机功率(kW) | 400W |
| 机床外形尺寸 | 长×宽×高(mm) | 约 3000x3000x2800 |
| 机床形式 | 铸铁整体铸造加工 | 铸铁整体铸造加工 |
| 机床总重量 | 约15/22吨 | |