品牌
生产厂家厂商性质
沧州市所在地
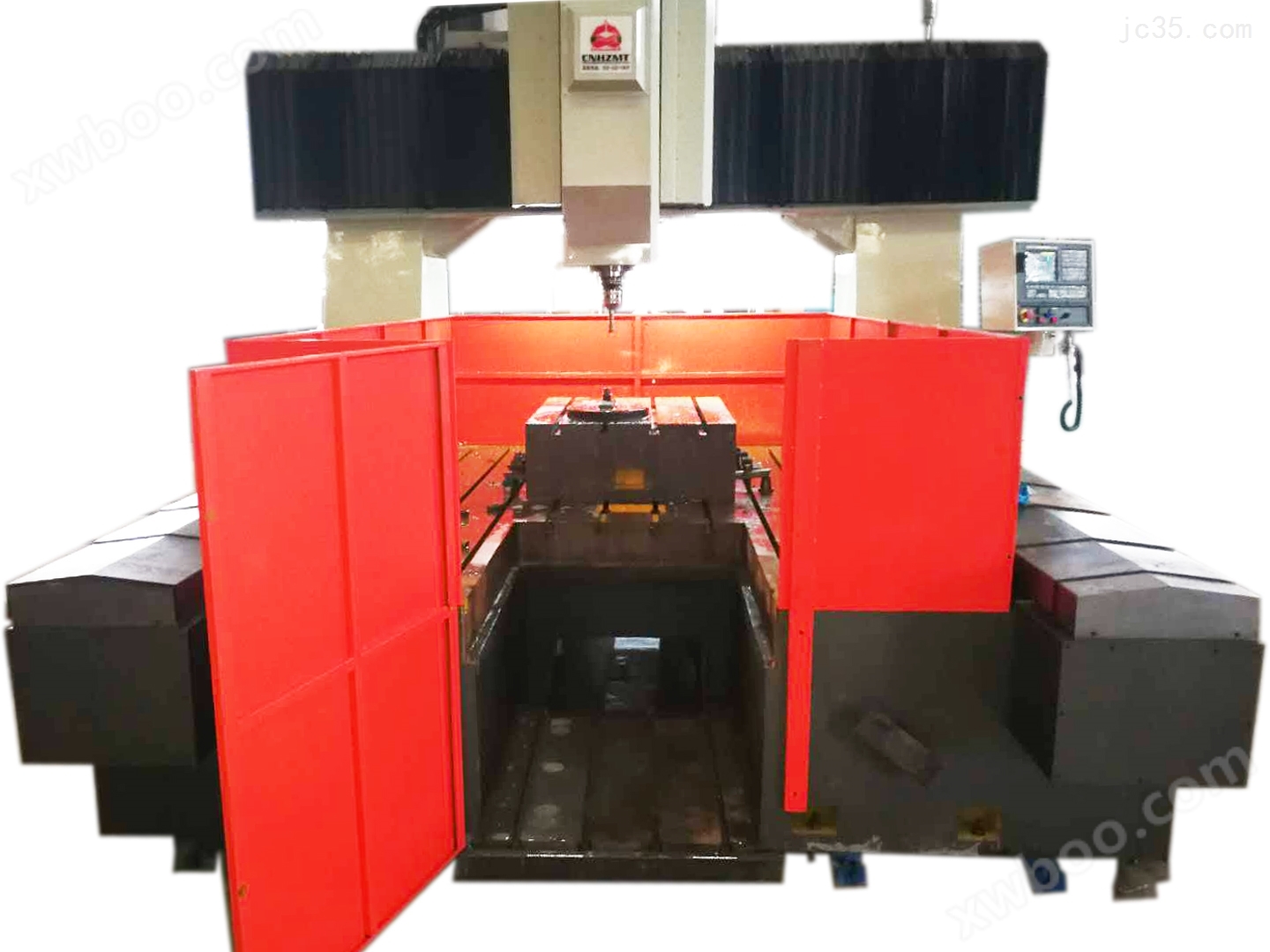
管板数控钻床
管板数控钻床
按照现行标准及相关标准制定的出厂精度检验单执行。
产品优势说明:
一、本机龙门、床身均采用HT250材质整体铸造,整体时效退火加工而成,具有加工精度高,结构稳定,使用年限长等诸多优点。
二、采用众为兴数控系统控制,机床运动部分由伺服电机驱动,定位速度快,运行平稳,并且具有故障自检修复功能。系统同时配备自动对刀功能,对刀精准速度快。
三、设备由于采用*的数控系统,该机可同时满足钻孔、铣削、攻丝、等加工需求。主轴动力系统采用伺服电机驱动,可同时满足高低速下的加工需求,低速运转时具有横扭矩,高速运转时横功率的显著特点,是普通变频电机加减速机驱动方式*的。

 ?
?
机械部件的维护
1.丝杠和导轨的维护
①定期检查、调整丝杠螺母的轴向间隙,保证反向传动精度和轴向刚度;
②定期检查丝杠支撑与床身的连接是否松动以及支撑轴承是否损坏。如有以上问题要及时紧固松动部位,更换支撑轴承;
③采用润滑脂的滚珠丝杠,每半年清洗一次丝杠上的旧油脂,更换新油脂。用润滑油润滑的滚珠丝杠,每天机床工作前加油一次;
④注意避免硬质灰尘或切屑进入丝杠防护罩和工作过程中碰击防护罩,防护装置一有损坏要及时更换。
2.主动轴的维护
①定期调整主轴驱动带的松紧程度;
②防止各种杂质进入油箱。每年更换一次润滑油;
③保持主轴与刀柄连接部位的清洁。需及时调整液压缸和活塞的位移量;
④要及时调整配重。
丝杆、线规保证中国台湾品牌:丝杆,机床精度的保障,我厂根据机床大小,对刚性、强度要求的不同采用中国台湾TBI的8020型/6320型/5020型不同型号和强度的丝杆;线规始终采用中国台湾上银、银泰、ABBA的45型/55型线规是机床稳定、高效稳定的基础保障。
? 机床主要采用广数或者KND数控系统。可选配西门子或者发那科或者三菱。且主要电器元器件采用欧姆龙、施耐德、德力西、正泰等用户信赖的品牌。为机床的稳定运行提供了强有力保障。减少机床电器故障的发生。
技术参数:
| 型号 | HZPD2030 | |
| zui大加工工件尺寸 | zui大钻孔及铣削中心距(长×宽)(mm) | 2000*3000*600 |
| zui大加工高度(mm) | 600 | |
| T型槽尺寸 | 22mm | |
| 钻铣削动力箱 | 数量 | 1 |
| 主轴锥孔 | BT50机械主轴 | |
| zui大钻孔直径(mm) | Φ50(硬质合金钻头) | |
| Φ40(高速钢麻花钻头) | ||
| zui大攻丝 | M12 | |
| 主轴转速(r/min) | 3000 | |
| 伺服主轴电机 | 11Kw 1000r/min | |
| 动力头纵向移动 (X轴) | zui大行程(mm) | 3000 |
| X轴移动速度(m/min) | 0-9 | |
| X轴伺服电机功率(kW) | 2.3KW | |
| 动力头横向移动 (Y轴) | zui大行程(mm) | 1500 |
| Y轴移动速度(m/min) | 0-9 | |
| Y轴伺服电机功率(kW) | 2.3KW | |
| 动力头滑台垂直行程(Z轴) | Z轴行程(mm) | 500 |
| Z轴进给速度(m/min) | 0-5 | |
| Z轴伺服电机功率(kW) | 2.3KW(带 抱闸) | |
| 定位精度 | X、Y、Z轴(mm) | ≤0.1 |
| 重复定位精度 | X、Y、Z轴(mm) | ≤0.05 |
| 排屑和冷却 | 排屑器型式 | 平板链式 |
| 排屑速度(m/min) | 1m/min | |
| 排屑器电机功率(kW) | 0.4KW | |
| 冷却泵电机功率(kW) | 150W | |
| 机床外形尺寸 | 长×宽×高(mm) | 约 3000*4500*3000 |
| 机床形式 | 铸铁整体铸造加工 |
|
| 机床总重量 | 约15吨 |
|
 ?
?