品牌
生产厂家厂商性质
滕州市所在地
产品型号:VMC1060
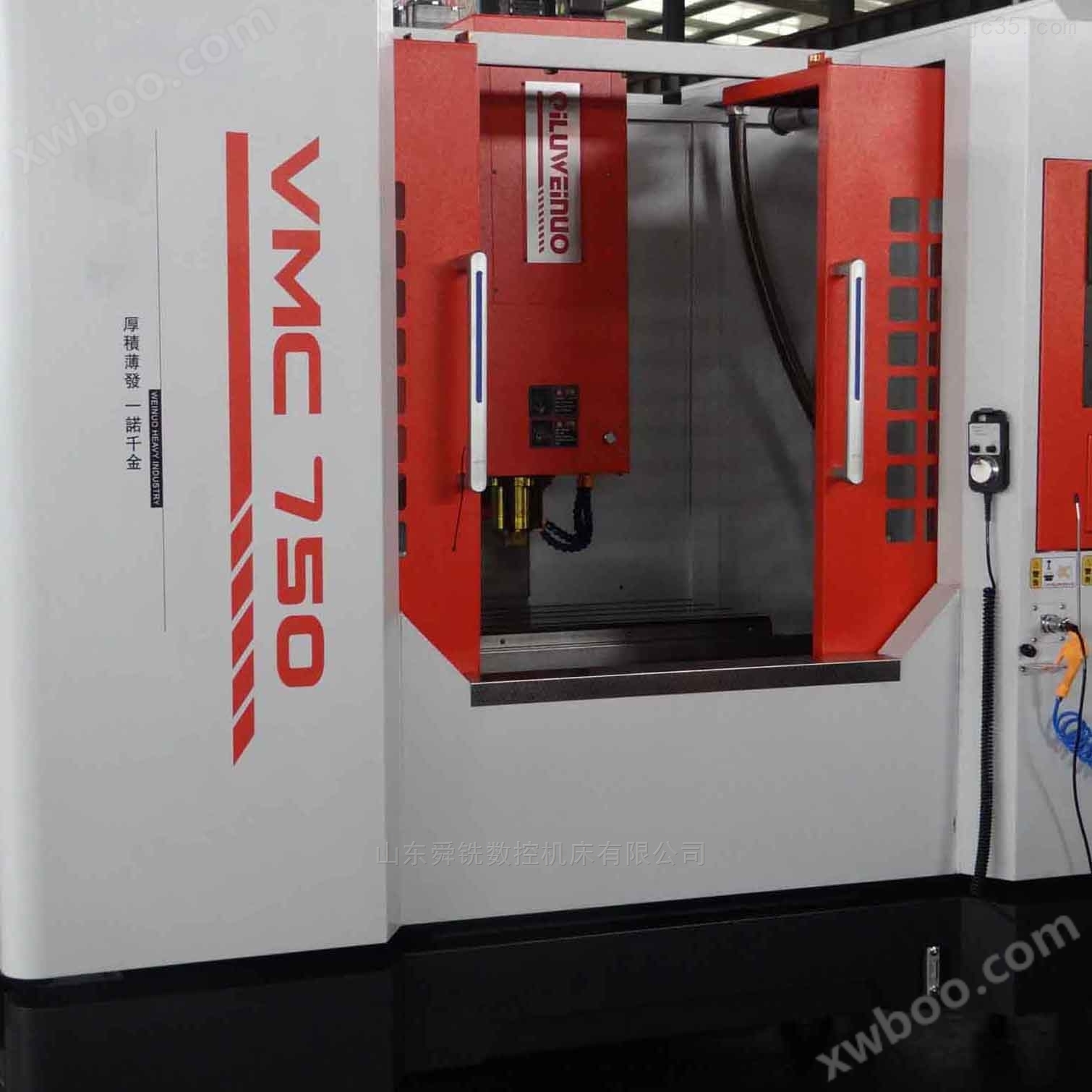
产品名称:立式加工中心
VMC1060立式加工中心
1.产品介绍
产品型号:VMC-1060
产品名称:立式加工中心
标准系统:KND 2000Mc
产品说明:
1、X、Y、Z三轴行程:1000x600x600mm
2、主轴转动方式为皮带连接,转速:8000转。
3、刀库标准配置为圆盘24把刀库,满足客户的需求。
4、头部组为重型箱型结构,内部肋骨强化,高刚性。
5、主轴打刀方式采用油压机构,打刀时主轴均匀受力,延长轴承寿命。
6、电器箱采内分隔离式设计,将控制器之发热源部分给予以分离,前面使用热交换器散热,避免外界粉尘进入电箱;后侧使用风扇为扇热板散热。
7、三轴采用高精密滚珠螺杆,结合精密螺帽预压和尾端预拉装置,确保机台背隙与热变形长时间保持在低值。
8、X、Y轴采用滚珠式线性导轨,具有高刚性,低噪性,可做快速位移及获得循环精度,快速移动速度为24/24/20m/min。
9、所有成品均经过激光定位补正及循园测试,以确保定位精度及伺服特性,且机台出货前经严格的检验措施,确保机台的各项精度*稳定。
2.技术参数
| 机型专案Item Model | 单位Unit | 参数 |
| 工作台尺寸 | mm | 1200x600 |
| X/Y/Z轴行程 | mm | 1000/600/600 |
| 主轴端面至工作台距离 | mm | 120-720 |
| 主轴中心至立柱距离 | mm | 650 |
| 工作台大负重 | Kg | 800 |
| 工作台T型槽 | mm | 5-18 |
| X/Y/Z轴快速进给 | m/min | 三线24/24/24
|
| X/Y/Z线轨规格 | mm | HGH45 |
| 定位精度 | mm | 0.01 |
| 重复定位精度 | mm | 0.005/300mm |
| 小定位单位 | mm | 0.001 |
| 主轴转速 | rpm | 8000 |
| 主轴端锥度 | mm | BT40-150 |
| 圆盘式刀库 | pcs | 24T |
| 控制器系统 | / | KND 2000Mc |
| 主轴电机功率 | Kw | 11 |
| 机床重量 | Kg | 7500 |
| 外形尺寸 | mm | 3300x2550x2800 |
4、标准配置
| NO | 配置内容 | |
| 1 | 数控系统:KND 2000Mc | |
| 2 | 主轴转速:8000rpm | |
| 3 | 主轴转动方式:皮带 | |
| 4 | 主轴锥度:BT40/150 | |
| 5 | 1000x600x600m | |
| 6 | 圆盘机械手24把刀库 | |
| 7 | 快速移动速度:24,24,20m/min | |
| 8 | (1)切削冷却系统 (2)自动润滑系统 (3)切削吹起装置 (4)防爆工作灯 (5)三色警示灯 (6)水平调整螺栓及垫块 (7)电气箱热交换器 (8)三轴螺杆预拉装置 (9)程序储存 (10)RS232接口及5米通讯电缆 | (11)机台内清洗装置:水枪 (12)手动脉冲发生器:手轮 (13)变压器 (14)三轴伸缩防护罩 (15)全罩钣金 (16)刚性攻牙 (17)精度检验合格书 (18)电器说明书 (19)M70使用手册 (20)M70程序操作手册
|
5、外购清单
| No | 品名 | 产地 | 制造商 |
| 1 | 主结构铸铁(车身) | 国产 | 采用高强度铸铁 |
| 2 | CNC控制器 | 北京 | KND |
| 3 | 主轴驱动电机 | 北京 | 超同步 |
| 4 | 三轴驱动电机 | 北京 | KND |
| 5 | 整体式主轴 | 中国台湾 | 丹铨 |
| 6 | 增压缸 | 中国台湾 | 亚德客 |
| 7 | X、Y、Z、轴承 | 日本 | NTN |
| 8 | X、Y、Z滚珠螺杆 | 国产 | 启尖 |
| 9 | X、Y、Z轴线轨 | 中国台湾 | 上银 |
| 10 | 三轴螺杆预拉螺母 | 中国台湾 | 盈锡 |
| 11 | 三轴联轴器 | 中国台湾 | S+P |
| 12 | 集中式自动润滑系统 | 中外合资 | 河谷 |
| 13 | 气源过滤净装置化 | 中国台湾 | AirTAc |
| 14 | 冷却装置 | 中国 | 洛凯/简阳 |
| 15 | 操作面板 | 中国 | 国产 |
| 16 | 外形钣金 | 中国 | 国产 |
| 17 | 电子手轮 | 中国 | 国产 |
| 18 | 电器,过载保护器 | 法国 | 施耐德 |
| 19 | 热交换器 | 中国 | 温亨 |
VMC1060立式加工中心
6、机床装箱单
| 序号 | 名称 | 规格 | 数量 |
| 1 | 铣夹头 | BT40 ER32 | 1套 |
| 2 | 拉丁 |
| 1件 |
| 3 | 调整垫铁 |
| 6套 |
| 4 | 地脚螺栓 | M20x300 | 6套 |
| 5 | 内六角扳手 | 5、6、8、10 | 各1件 |
| 6 | 呆口扳手 | S17-19/S22-24 | 各1件 |
| 7 | 数控系统 |
| 1套(随机) |
| 8 | 使用说明书 |
| 1本 |
| 9 | 合格证 |
| 1本 |
| 10 | 数控系统操作手册 |
| 1套 |
| 11 | 换刀支架 |
| 1件 |
| 12 | 清机配置 | 在机器上 | 1件 |
| 13 | 合格证 |
| 1套 |
7、机床安装条件
a、温度
运行温度:常温20±20℃
保管搬运时:-30℃~50℃
变化比率:10℃/小时以内
b、湿度
连续:70%以下(不结露)短时间:95%以下(不结露)
c、安装场所条件
1.不受外部振动影响
2.不受腐蚀气体影响
3.避免阳光直射机床
4.避免直接触外界风、气及调温的冷、热风
5.机床附近避免设置暖气等热源
6.减少尘埃(避免铸件、焊接、钣金车间等)
7.避免漏水、浸水
d、电源:3相380V±10%;50Hz±1Hz
8、安装、验收、培训
1、由我公司调试人员至买方所在地工厂进行安装调试。
2、买方应该在设备到厂后10内,通知卖方进行设备的安装调试工作。
3、设备到厂后,买方应负责:
a.选好机床的安装位置,并打好地基,设备安放就位
b.操作人员预先学习机床的技术资料
c.准备好式加工的工件,刀具及夹具
4、卖方人员应携带安装调试工作所需的工具,其它工具及捡具应有买方提供。
5、验收
a.主要机床附件检查
b.设备运转状况检查
c.机床精度验收,我公司提供出厂精度检验表,进行验收,所需检具、量具由买方负责。
6、培训
a.买方需要到厂内培训的,可派学习人员到我公司学习、也可以由我公司派出调试人员至买方所在地工厂,进行安装调试的同时进行机床操作及维修训练。
b.买方参加编程培训人员要具备一定文化基础的技术人员,参加操作维修培训人员并具备一定的普通机床操作技能。
9.保修期及售后服务
1.保修期:机床的保修期以设备出厂日起12个月。
在保修期内,因产品质量问题发生的机床故障,公司负责免费维修。
下属情况在保修期内,但不适用之,用户必须支付所有维修成本。
a.机床如遇地震、台风、水灾或为人力所不能抗拒之灾害而导致损坏时。
b.买方操作不当及保养不当而生之故障、生锈或损坏时。
保修期后,卖方负责保障配件的有偿供应和负责维修技术咨询及至有偿人维修,卖方以优惠价格收取更换*件的费用,并提供零部件的备件。
2.售后服务
如机床出现故障,公司售后服务人员会在48小时(本省24小时)内到达用户现场,对机床故障进行排除。完工后由用户填写质量问题“反馈单”