品牌
生产厂家厂商性质
新乡市所在地



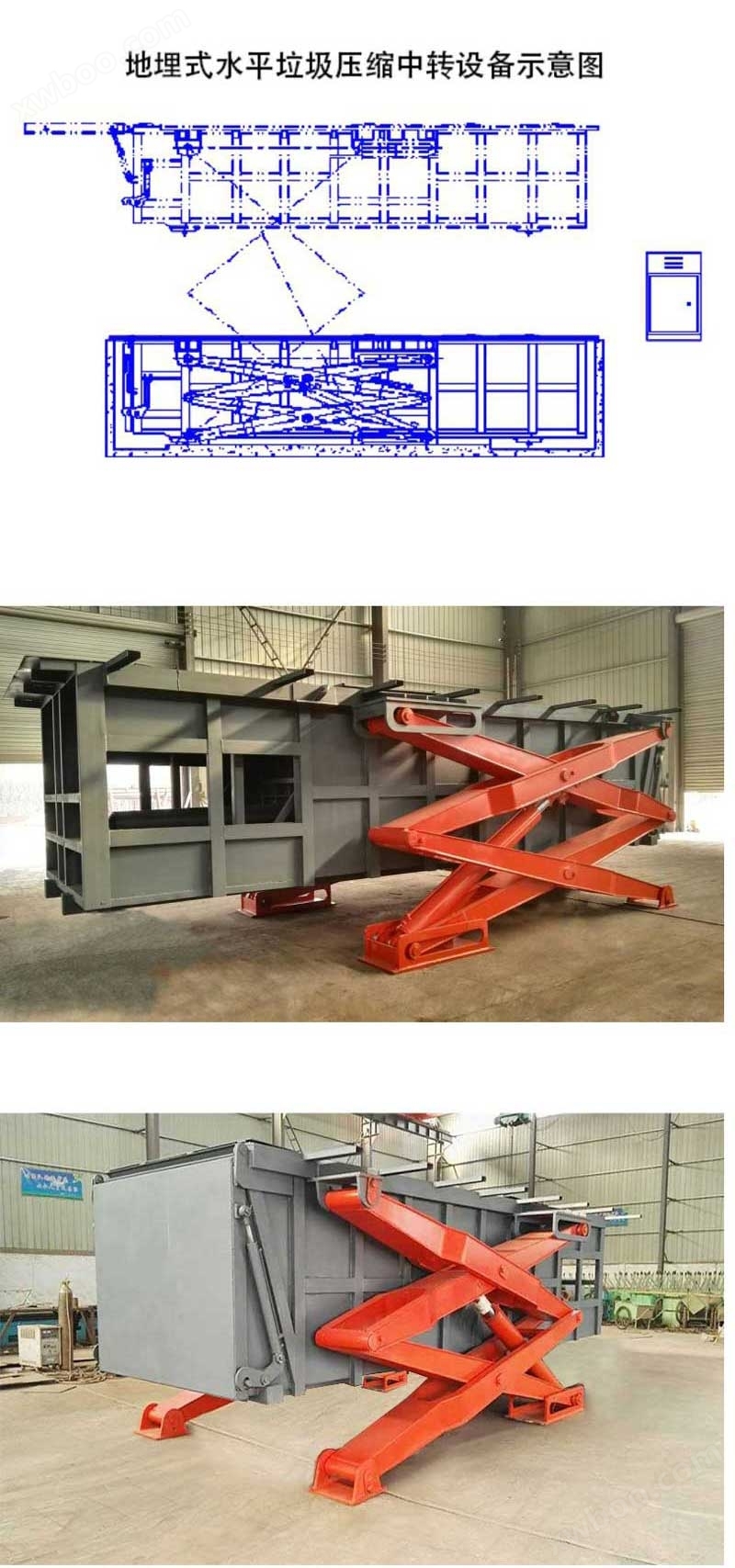
环卫地埋式隐蔽压缩垃圾中转站
产品工艺
整机钢板下料采用数控等离子切割机进行下料,避免板材下料时产生变形,有效保证材料的使用性能;焊接采用对称焊接法,主要部件采用对接焊后打V型坡口,进行焊接,保证焊接强度,以降低焊接产生的变形。
涂装工艺流程:
1、零部件:喷砂(或抛丸)——喷底漆——喷中涂漆——干燥
(1)前处理:焊接后的零部件转入涂装半成品,喷砂(或抛丸)除锈除油,表面清理干净,前处理达到Sa2.5级,喷砂材料选择石英砂(或金刚砂),抛丸选择金属钢丸;
(2)喷底漆:经过前处理的零部件在4小时内喷涂一道底漆(雨天、大雾天湿度较大应立即喷底漆),底漆选择丙烯酸聚氨酯底漆;
(3)喷中涂漆:底漆喷涂结束后,间隔10min湿碰湿喷涂一道丙烯酸聚氨酯锌黄中涂漆,自然干燥或烘干。底漆中涂两道漆干膜厚度≥50μm。
2、整机(箱体、支架)部分:清油擦拭——刮灰——打磨——喷面漆——喷彩条——修补
(1)清油擦拭:使用棉布擦拭部件表面灰尘、水等杂物,油渍较重部位蘸汽油或稀释剂清洁表面污垢,部件表面洁净;
(2)刮灰:外露表面刮涂聚酯腻子,刮涂平整、光滑,没有气孔等缺陷;
(3)打磨:使用磨光机打磨腻子和油漆涂层表面,不易打磨部位使用120号砂布手工打磨,打磨后清理干净;
(4)喷面漆:喷面漆前使用粘尘布擦拭表面,外观应洁净、无灰尘,对不需要喷漆的管路等部分进行遮蔽,遮蔽准确,湿碰湿喷涂两道丙烯酸聚氨酯面漆,两道面漆之间间隔10min,面漆喷涂结束后自然干燥或烘干。底漆+中涂+面漆漆膜厚度≥80μm;
(5)彩条漆喷涂:不需要喷漆周围遮蔽,用180号纱布和菜瓜布打磨需喷涂彩条的地方,擦拭干净后喷丙烯酸聚氨酯彩条漆,自然干燥。漆雾擦拭干净,界线清晰,无锯齿;
(6)修补:对喷漆喷不到的部位或者小缺陷进行修补,确保漆雾、锯齿、漏喷等缺陷得到解决。
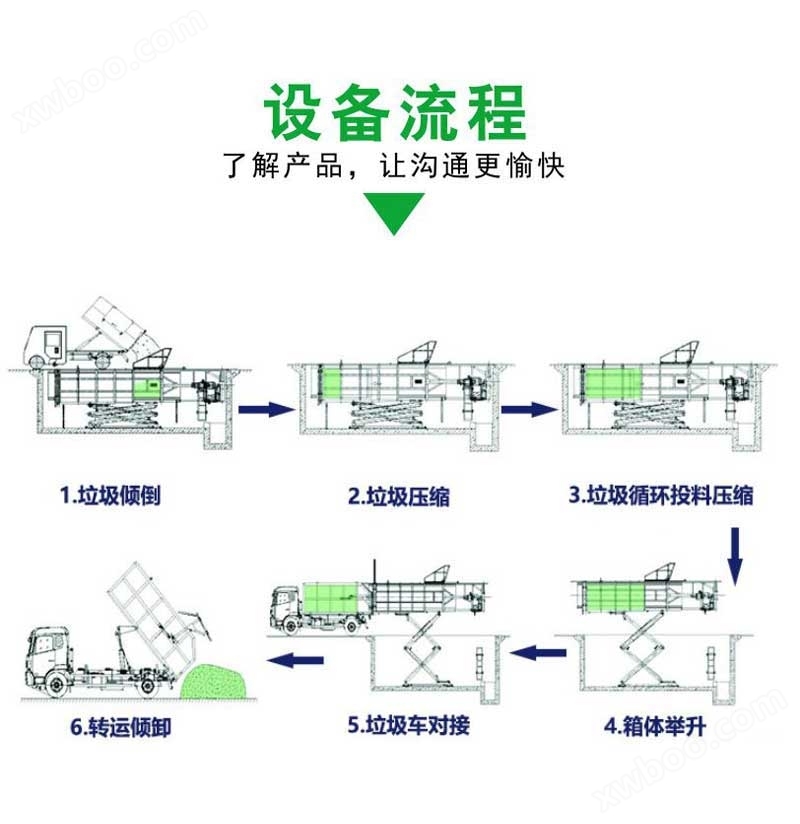
1、垃圾倾倒、压缩
城镇的居民生活垃圾收集后由小车运到站内并倒入放置在地坑的垃圾箱中,松散垃圾倒满垃圾箱后,操作压缩机进行压实,继续倾倒、压缩垃圾,一般经过2~3次压缩循环后即可压好一块垃圾。
2、垃圾箱与垃圾车转运箱对接、卸料
将垃圾箱提升到与转运车箱体对应的高度,将转运车倒入站内并使转运车箱体与垃圾箱对接后,通过推板机构把垃圾箱内的垃圾推入转运箱中。转运车前移,与垃圾箱脱离。垃圾箱总成重新放回地坑内进行下一次作业。
3、垃圾转运
操纵转运车箱体后门机构,关好转运车的后门;将垃圾运往填埋场或焚烧场。