品牌
代理商厂商性质
武汉市所在地

龙门桁架机器人行走地轨天轨 V型直线导轨
面议
v型滚轮直线导轨 V形滚轮VR15 V轨导轨齿条
面议v型导轨齿条 V型直线导轨 V型滚轮与导轨
面议
机器人第七轴行走V型直线导轨 中国台湾厂家
面议精密v型导轨 车床v型轮导轨 v型轮轨道
面议
平导轨平滚轮 FR35滚轮 GudelLR35滚轮互换
面议v型导轨 v型滚轮导轨 VR25滚轮 中国台湾厂家
面议v型直线导轨 v型导轨带齿条 机床车床导轨
面议中国台湾凯贺KHv型导轨 S45C材质V型轮导轨 现货
面议机器人V型直线导轨 机床V型轮轨道
面议
中国台湾凯贺KH平导轨 FR25平滚轮 与Gudel互换
面议
重载桁架机器人行走地轨导轨 滚轮导轨组
面议模5精度6级直齿条SSGH051006 中国台湾HK凯贺m5齿条齿轮传动装置
材料,铣四面,滚齿,修整长度,热处理,整直,钻孔,四面研磨,齿面研磨,成品检验,成品包装。
一选择材料
中碳钢各国用语,分別为
日本JIS规格:S45C
美国SAE规格:1045中碳钢,
德国DIN规格:CK45

退火
退火是为了软化钢材、调整结晶组织、去除内部应力、改善冷轧加工及切削性的热处理方法。
根据使用目的,退火细分为*退火、球化退火、去应力退火、中间退火等。
中间退火
为了使下一道工序的加工容易进行,冷轧工序的途中对变硬材料做软化处理的退火加工。
S45C(机械结构用冷轧碳素钢)190~230HB
调质
调质是淬火与回火(高温)处理相结合、调整钢的硬度/强度/ 韧性的热处理。调质处理后的材料硬度为一般机械加工范围的硬度一般调质硬度如下表示:
S45C(机械结构用碳素钢)200~230HB
SCM440(机械结构用合金钢)200~230HB
二:铣四面
把原本的素材,加工成我们要的外径尺寸及形状。利用成型,依照标准的齿距及齿形做滚齿加工。

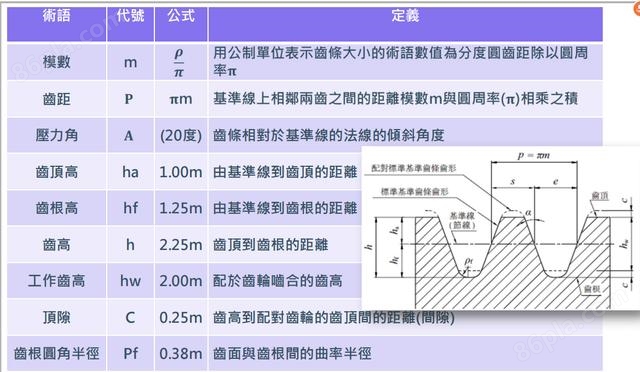
齿形的术语
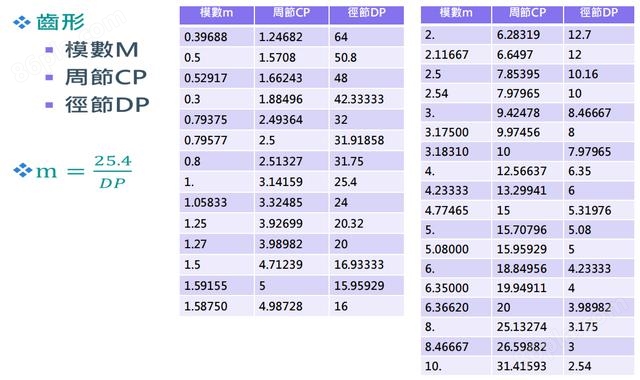
齿距比较表
四、修整长度
修整长度是为了让每支齿条的长度都能一致,相接时能顺畅的做接合动作,每种齿型在做相接时,都有不同的间隙,间隙太小齿条组装时会相抵,间隙过大齿型会不完整,而且不美观。为了确保各齿型的间隙都能适中,在制作过程中我们用厚薄规来检验每支齿条的间隙。
五、热处理高周波(又称高频淬火)
高周波是将含碳量在0.30%以上的钢材通过感应加热,使材料表面变硬的淬火热处理。经过高周波热处理的齿条,其齿面及齿顶可以得到高硬度。
其中M8齿条因为齿高比较长,齿根部有得不到硬化的可能性,所以热处理方式改为中周波(又称低频淬火),按照M8的齿形一齿一齿加工,确保日后机台重传动而崩齿。
高周波热处理后需要在做低温回火处理,目的是让材料的硬度降低、增强韧性。
S45C & SCM440的高周波硬度及硬化层深度,參考如下
淬火硬度45~50HRC
有效硬化层深度 1~1.5mm
六、整直
热处理后齿条一定会弯曲变形,藉由整直的步驟, 来把变形的齿条压为平整,以利后续加工。

七、钻孔
钻孔程序至于热处理后,是为了防止孔径及孔距的变形,以及整直时怕压到孔位而导致断裂。
定位销孔的孔距及孔径一定要现配,不然无法对齐。定位销孔的用意是要让齿条能更牢固的致于机台上。
八、四面研磨
由于高周波热处理(高频淬火)产生变形,所以一般情況下齿条的精度会下降。藉由四面研磨来改善表面的形变及精度,也可以让齿面研磨时有个更精准的基础承靠面。
九、齿面研磨
齿条表面研磨后,表面粗糙度降低,平行度跟垂直度也会更精准。
没有经过高周波热处理(高频淬火)的齿条齿面强度低。通過淬火处理,齿条的齿面强度可以提高约3~5倍左右,但是因为热处理时的温度影响,齿条的齿面精度下降,噪音增大。
淬火处理后对齿面做研磨加工可以改善热处理精度和齿面粗糙度,制造出高精度、高強度的齿条。
齒面经过研磨加工后、齿面粗糙度降低,齿条的强度提高。
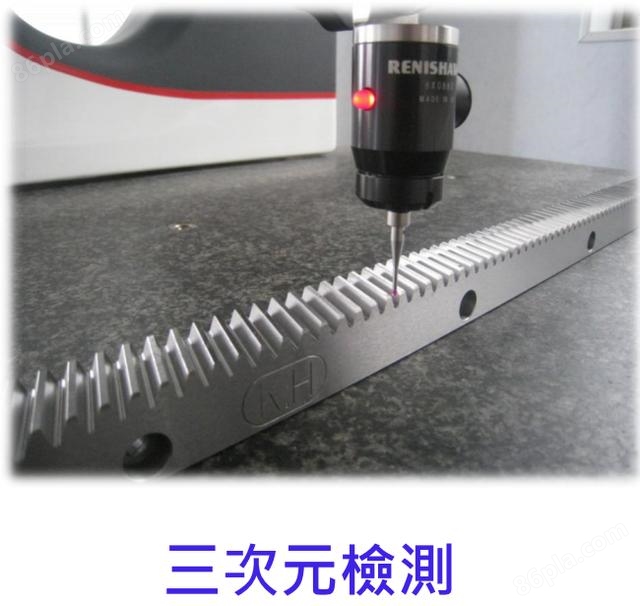
十、成品检验

十一、成品包装